Grizzly G9966 User Manual
Page 25
24" & 27" Resaw Bandsaws
-23-
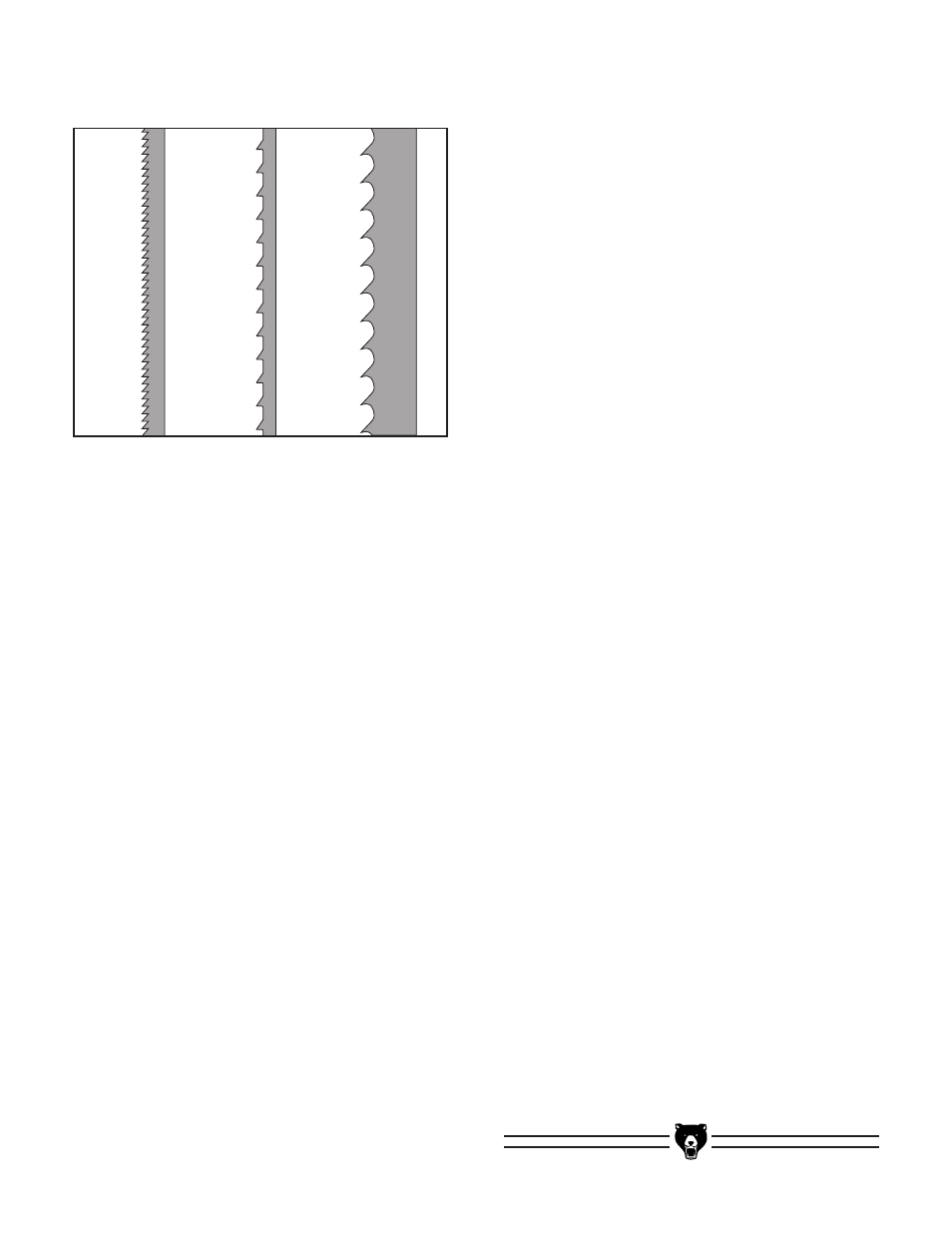
Figure 18. Raker, Skip and Hook blades.
Raker
Skip
Hook
•
RAKER — This style is considered to be the
standard because the tooth size and shape
are the same as the tooth gullet. The teeth
on Raker blades are usually very numerous,
have no angle, and produce cuts by scraping
the material; these characteristics result in
very smooth cuts, but at the same time do
not cut fast and generate more heat while
cutting.These blades also work well for cut-
ting curves.
•
SKIP — This style is like a raker blade that is
missing every other tooth. Because of the
design, skip toothed blades have a much
larger gullet than raker blades, and there-
fore, cut faster and generate less heat.
However, these blades also leave a rougher
cut than raker blades. Great for resawing
and ripping thin stock.
•
HOOK — The teeth on this style have a pos-
itive angle (downward) which makes them
dig into the material, and the gullets are usu-
ally rounded for easier waste removal.
These blades are excellent for the tough
demands of resawing and ripping thick
stock.
Tooth Pitch
Usually measured as T.P.I. (teeth per inch), tooth
pitch determines the size of the teeth. More teeth
per inch (fine pitch) will cut slower, but smoother;
while fewer teeth per inch (coarse pitch) will cut
rougher, but faster. As a general rule, choose
blades that will have at least three, but not more
than twelve teeth in the material at all times. Use
fine pitched blades on harder woods and coarse
pitched blades on softer woods.
Blade Care
A bandsaw blade is a delicate piece of steel that
is subjected to tremendous strain. You can obtain
longer use from a bandsaw blade if you give it fair
treatment and always use the appropriate feed
rate for your operation.
Be sure to select blades with the proper width,
style, and pitch for each application. The wrong
choice of blades will often produce unnecessary
heat which will shorten the life of your blade.
A clean blade will perform much better than a
dirty blade. A dirty blade passes through the cut-
ting material with much more resistance than a
clean blade. This extra resistance will also cause
unnecessary heat. Maintain your blades with a
cutting blade lubricant like SLIPIT
®
(Model
G5562/3 in the Grizzly Catalog).
Blade Breakage
Many conditions may cause a bandsaw blade to
break. Blade breakage is unavoidable, in some
cases, since it is the natural result of the peculiar
stresses that bandsaw blades are subjected to.
Blade breakage is also due to avoidable circum-
stances. Avoidable breakage is most often the
result of poor care or judgement on the part of the
operator when mounting or adjusting the blade or
support guides.
The most common causes of blade breakage are:
(1) faulty alignment or adjustment of the guides,
(2) forcing or twisting a wide blade around a curve
of short radius, (3) feeding too fast, (4) tooth dull-
ness or absence of sufficient set, (5) excessive
tension, (6) top blade guide assembly set too high
above the work piece, (7) using a blade with a
lumpy or improperly finished braze or weld and
(8) running the bandsaw when not in use.
Figure 18 shows the three main categories of
tooth style.