4 – operation, Purge – Hobart Welding Products 150 User Manual
Page 22
OM-210 088 Page 18
SECTION 4 – OPERATION
4-1.
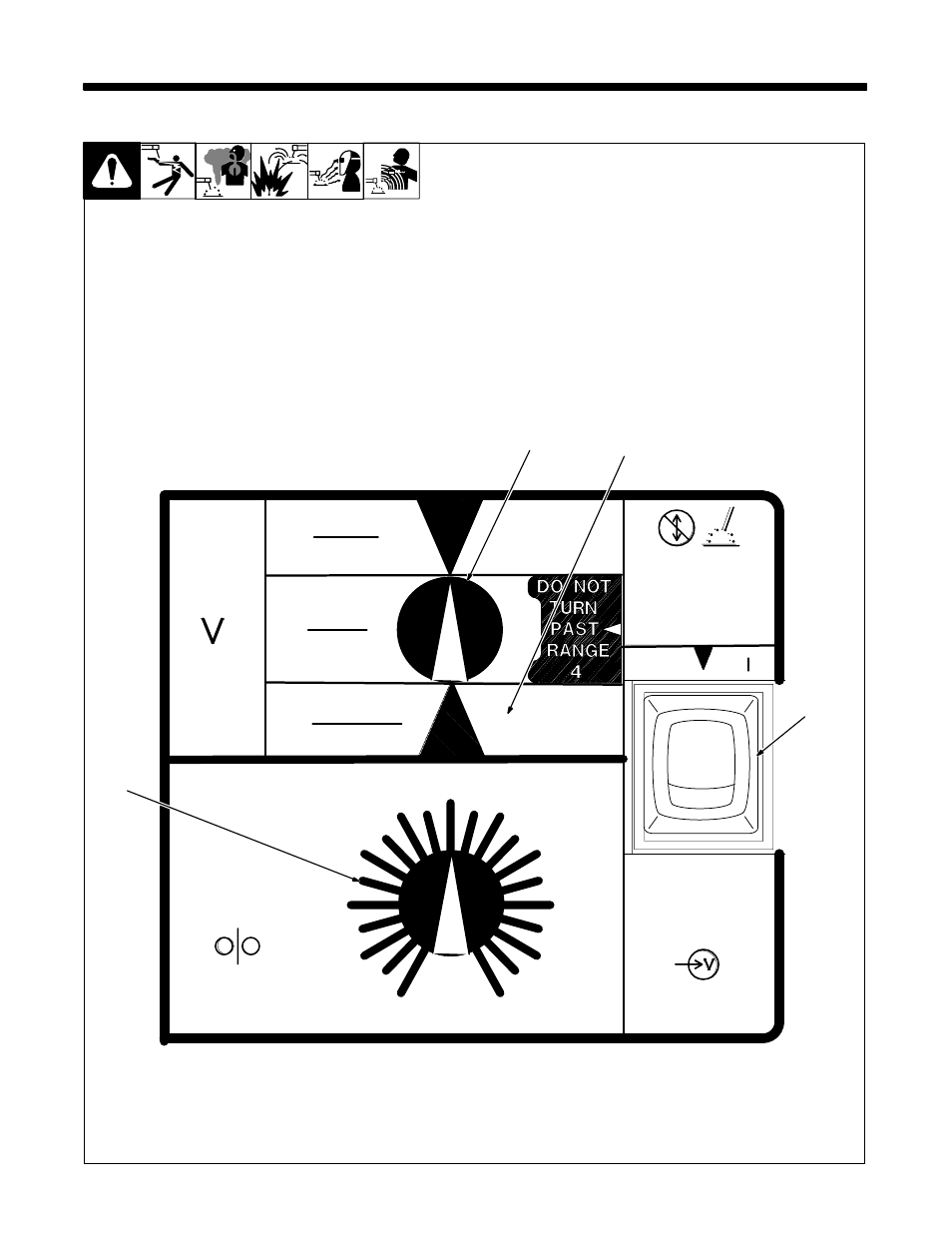
Controls
1
Voltage Switch
The higher the selected number,
the thicker the material that can be
welded (see weld setting label in
welding power source or Sections
4-2 and 4-3, as applicable). Do not
switch under load.
2
Voltage Switch - Purge “0”
Position
In purge position, fan runs but there
is no weld output.
3
Wire Speed Control
Use control to select a wire feed
speed. As Voltage switch setting in-
creases, wire speed range also in-
creases (see weld setting label in
welding power source or Sections
4-2 or 4-3, as applicable).
4
Power Switch
Ref. ST-205 387
2
1
3
MAX.
(STEEL)
THICKNESS
MATERIAL
18–24 GA.
.022–.047
.062
16 GA.
.125
11 GA.
1
0
WIRE
FEED
SPEED
2
3
4
WELD
VOLTS
10
9
8
7
6
5
O
OFF
INPUT
POWER
ON
Do not switch
while welding
Ne pas commuter
durant LeSoudure
1
2
3
4
PURGE
4