Harbor Freight Tools CENTRAL MACHINERY 44846 User Manual
Page 8
Page 8
SKU 44846
5.
To return the Head to the 90 degree position, do these procedures in reverse.
Moving the head horizontally
1.
Loosen the left-side Clamping Lever (30) and rotate the Head Assembly up to 360
degrees.
2.
Retighten the Clamping Lever.
Moving the head forward or backward.
1.
Loosen the right-side Clamping Lever (30).
2.
Turn the Moving Bar (32) clockwise or counterclockwise until the desired position is
reached.
3.
Tighten the right-side Clamping Lever.
adjusting the table
1.
Loosen the Support Clamp (B16).
2.
Turn the Crank (B8) to move the Table to the desired height.
3.
Tighten the Support Clamp.
4.
To tilt the Table, loosen Hex Bolt (B12) and turn the Table.
The scale can be used to approximate the angle. Tighten the Hex Bolt.
setting the depth scale to drill to a specified depth
1.
Secure the workpiece to the Table.
2.
Mark the desired hole depth on the side of the workpiece.
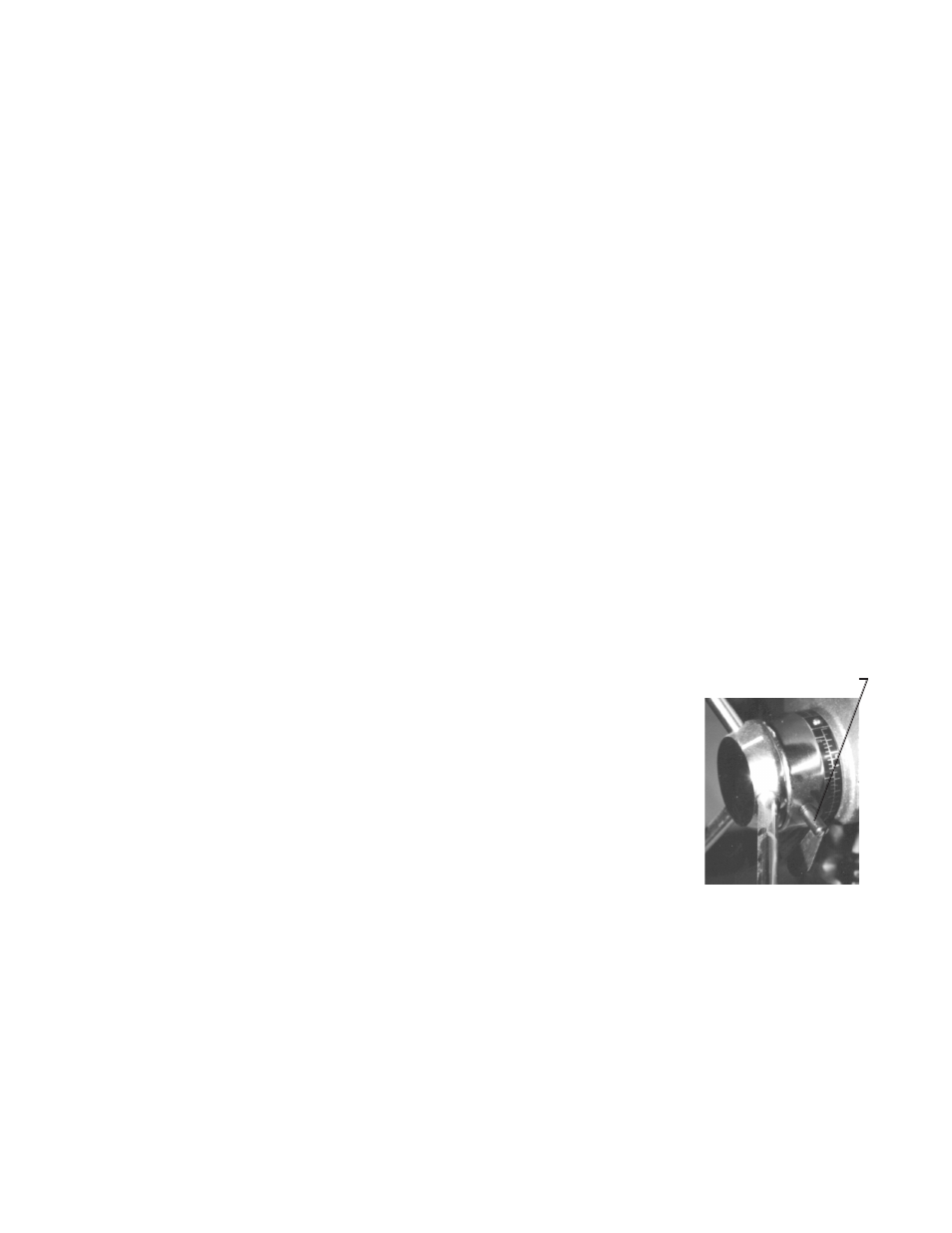
Also view the depth indicator on the Depth Stop Ring (37).
3.
Loosen the Depth Lock Screw (38).
4.
Turn the scale on the Depth Stop Ring to the desired depth and
retighten the Depth Lock Screw.
5.
Turn the Drill Press ON and pull the Feed Knob (34)
counterclockwise until it drills the hole and stops at the set depth.
6.
Turn the Drill Press OFF.
changing the chuck speed
The Drill Press has five different Chuck speeds. Refer to the speed chart in the Belt Guard
(A25).
1.
Lift the Belt Guard lid.
2.
Loosen the Thumb Nut (28). The belt tension should release.
3.
Move the V-belt (A1) to the desired level (speed) on the pulleys.
Depth Lock Screw (38)