1. front panel controls – Hobart Welding Products STELLAR AT OM-180 670Q User Manual
Page 23
OM-180 670 Page 19
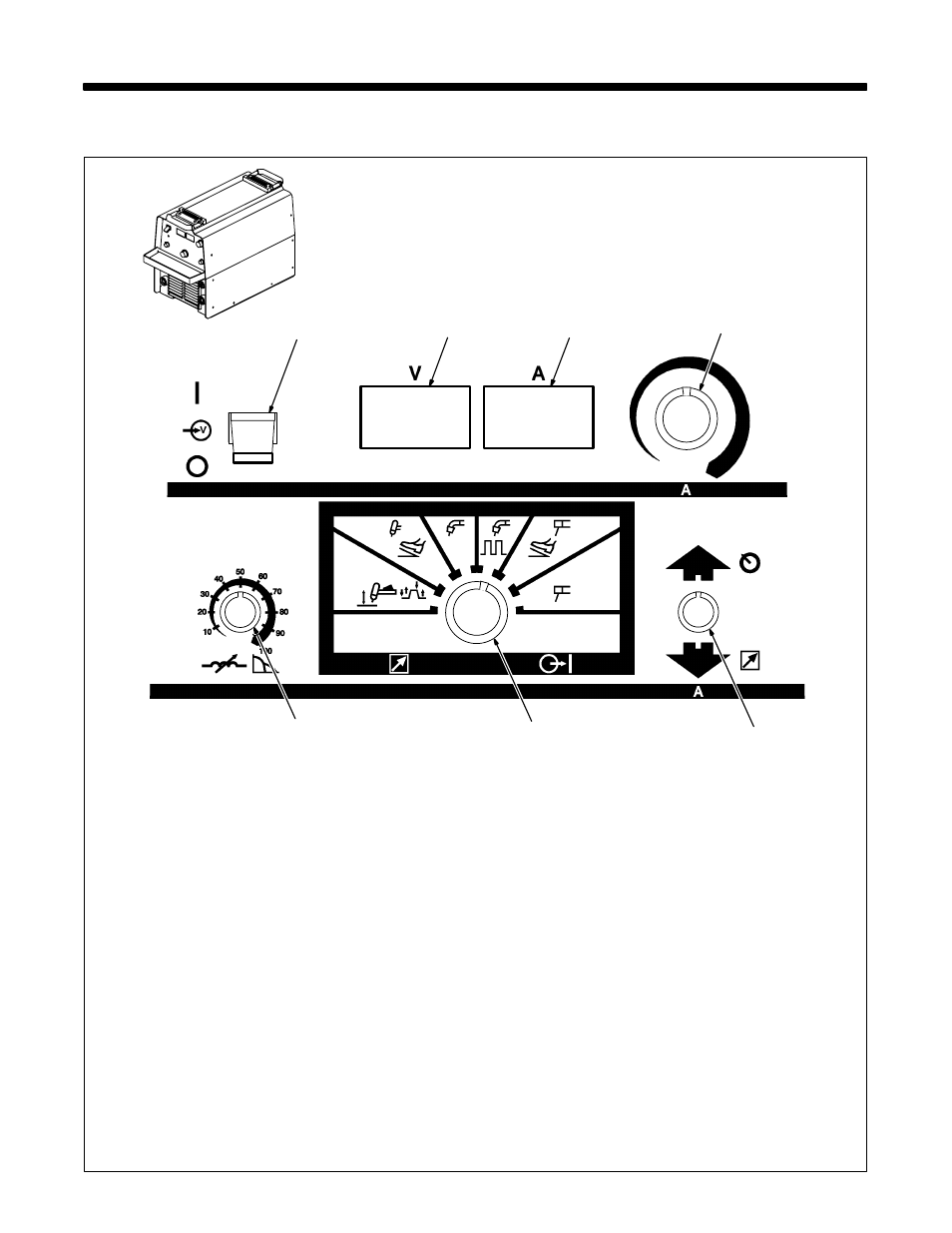
SECTION 4 – OPERATION
4-1.
Front Panel Controls
1
Power On/Off Switch
.
The fan motor is thermostatically
controlled and only runs when cooling is
needed.
2
Voltmeter (see Section 4-2)
3
Ammeter (see Section 4-2)
4
Voltage/Amperage Adjustment Control
5
Mode Switch
The Mode switch setting determines both the
process and output On/Off control (see Sec-
tion 4-3. Source of control (panel or remote)
for the amount of output is selected on the
Voltage/Amperage Control switch.
For Air Carbon Arc (CAC-A) cutting and
gouging, place switch in Stick position. For
best results, place Inductance/Dig control in
the maximum position.
6
Voltage/Amperage Control Switch
For front panel control, place switch in Panel
position.
For remote control, make connections to Re-
mote 14 receptacle, and place switch in
Remote position. In most modes, remote
control is a percent of the Voltage/Amperage
Adjustment control setting (the value se-
lected on Voltage/Amperage Adjustment
control is maximum available on remote). In
the MIG mode, remote control provides full
range of unit output regardless of V/A Adjust
control setting.
7
Inductance/Dig Control
Control adjusts Dig when a Stick (SMAW)
welding position is selected on mode switch.
When set lower, short-circuit amperage at
low arc voltage is the same as normal welding
amperage.
When set higher, short-circuit amperage is in-
creased at low arc voltage to assist with arc
starts as well as reduce sticking while weld-
ing (see volt-ampere curves in Section 3-3).
Select setting best suited for application.
Control adjusts inductance when a MIG
(GMAW) position is selected on the mode
switch. Inductance determines the “wetness”
of the weld puddle. When set higher, “wet-
ness” (puddle fluidity) increases.
When pulsed MIG, or one of the TIG (GTAW)
processes is selected, this control is not func-
tional.
2
3
4
5
6
1
7
ST-179
275