7. electrode movement during welding, 8. butt joints – Hobart Welding Products STICKMATE OM-949 User Manual
Page 27
OM-949 Page 23
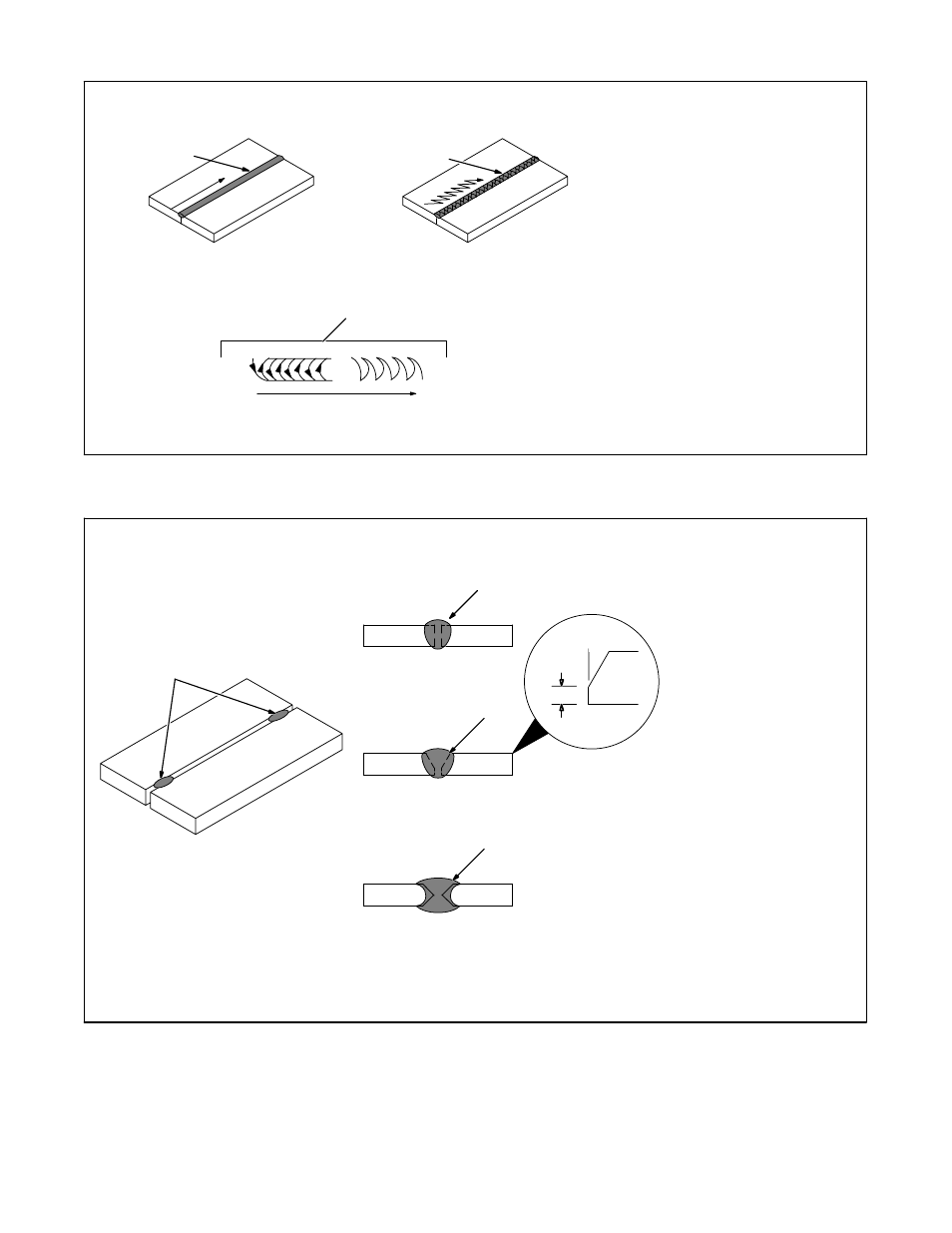
7-7. Electrode Movement During Welding
S-0054-A
1
Stringer Bead − Steady Move-
ment Along Seam
2
Weave Bead − Side To Side
Movement Along Seam
3
Weave Patterns
Use weave patterns to cover a wide
area in one pass of the electrode.
Do not let weave width exceed
2-1/2 times diameter of electrode.
.
A single stringer bead is
satisfactory for most narrow
groove weld joints. For wide
groove weld joints or bridging
across gaps, a weave bead
works better.
1
2
3
7-8. Butt Joints
S-0662
1
Tack Welds
Prevent edges of joint from drawing
together ahead of electrode by tack
welding the materials in position be-
fore final weld.
2
Square Groove Weld
Good for materials up to 3/16 in (5
mm) thick.
3
Single V-Groove Weld
Good for materials 3/16 through 3/4
in (5-19 mm) thick. Cut bevel with
oxyacetylene or plasma cutting
equipment. Remove scale from
material after cutting. A grinder can
also be used to prepare bevels.
Create 30 degree angle of bevel on
materials in V-groove welding.
4
Double V-Groove Weld
Good for materials thicker than 3/16
in (5 mm).
30
°
2
3
4
1
1/16 in
(1.6 mm)