Watson-Marlow 501CC User Manual
Page 8
8
501RLC tube loading. Duplex (twin pumphead) units
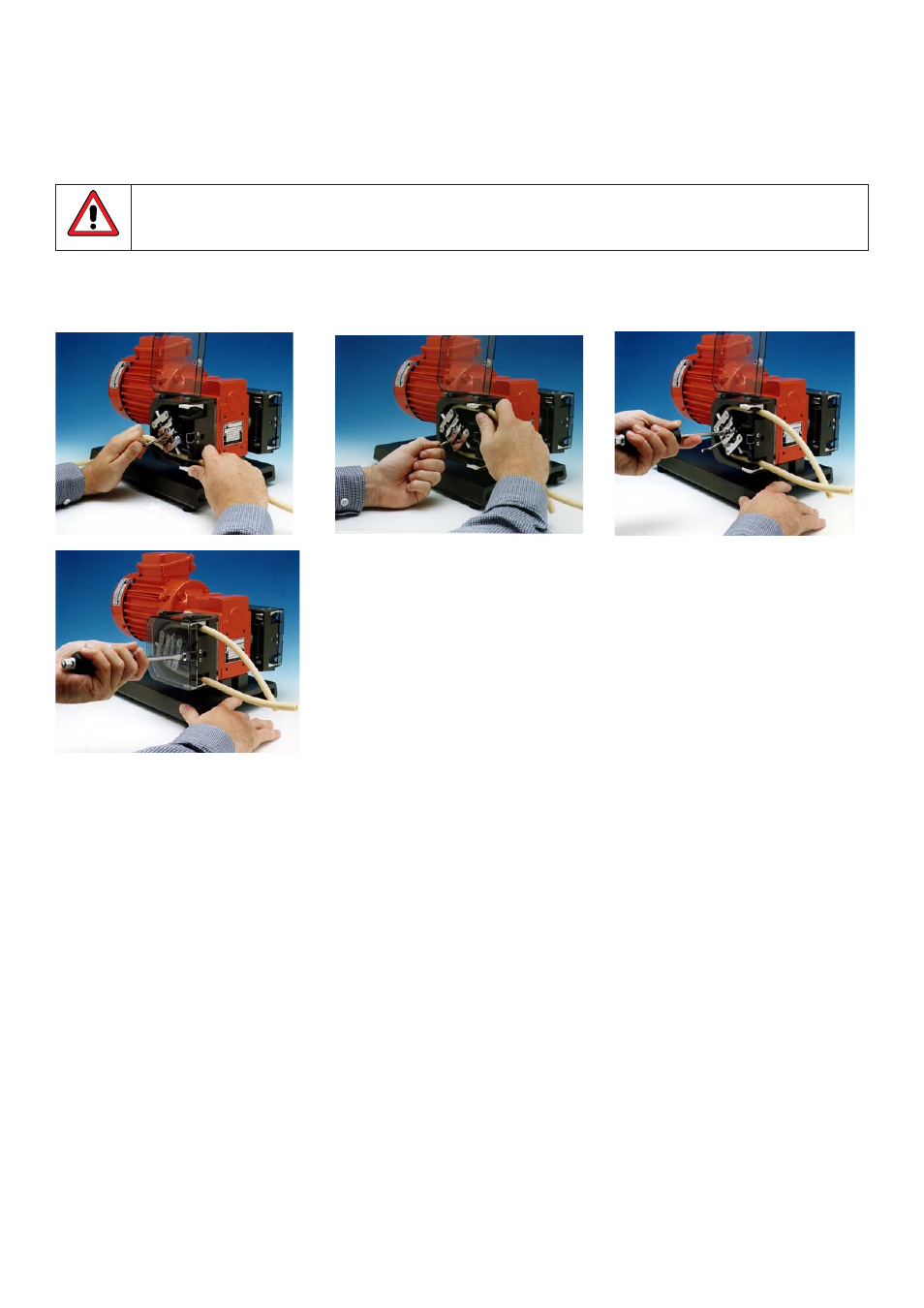
Isolate the pump from mains supply. Unlock and open the hinged guard. Swing out the rotor crank handle until it locks into position.
Loosen the rotor screw and give the rotor a sharp tap to release it. Pull the rotor slightly forward from its seated position on the drive
shaft so that the pinned collet clears the drive shaft dog and it can rotate freely . Select the length of tubing required, noting that
approximately 240mm is required for the track systems.
Due to the common gearbox, the two pump rotors run in opposite directions. This means that one rotor
runs in a clockwise direction and the other runs in an anti-clockwise direction. Please consider this and the
effect on the piping arrangements (suction and discharge) during installation.
Fit one end of the tubing into one of the spring loaded clamps, and then, whilst rotating the rotor with the crank handle, feed the tubing
between the rollers and the track, aligning it within the rotor tube guides. The tubing must lie naturally against the track and must not
be twisted or stretched.
Fit the other end of the tubing into the second spring loaded clamp, ensuring that the tubing is not slack in the pumphead, since this can
reduce tube life.
Rotate the rotor until it sits back slightly onto the shaft and guide rollers are aligned flush to the front edge of the track and the pinned
collet is locked to the drive shaft dog. Tighten the rotor screw to a torque of 3Nm to prevent the collet slipping during operation. Clip the
crank handle back into position. Lock the pumphead guard.
After the pump has been started, open the delivery clamp for a short time, so that the tube can find its natural length.
The 501RLC pumphead is fitted with four-position tube clamps, to accommodate various tube diameters, which can be adjusted by
pushing in or pulling out the bars at the top of the upper clamp and the bottom of the lower clamp. Set the clamps so that the minimum
necessary pressure is applied to the tubing.
501RLC Roller adjustment
The 501RLC has a factory set gap of 2.6mm between the rollers and the track and is suitable for tubing having wall thicknesses of
between 1.6 and 2.0mm. Adjustment of the gap will be required if tubing having a wall thickness of less than 1.6mm is required. There
is an adjusting screw on each of the two roller arms, and each of these screws will require adjustment. The correct gap is twice the wall
thickness less twenty percent. Correct adjustment is important: over occlusion will reduce tube life; under occlusion will reduce pump-
ing efficiency.
To change the gap setting, turn each adjusting screw clockwise to increase the gap, or anticlockwise to decrease the gap. A full turn
changes the gap by 0.8mm.To restore the original settings of 2.6mm, turn the adjusting screws until both rollers are just touching the
track, then tighten each screw by three and a quarter turns. The 501RLC2 has a factory set gap of 3.8mm between the wall and the
track and is suitable for tubing having wall thickness of between 2.1 and 2.5mm.
Check moving parts of the rotor from time to time for freedom of movement. Lubricate pivot points and rollers occasionally with Teflon
lubricating oil. For rollers with oilite bushes, use a low viscosity mineral oil in low ambient temperature, or a high viscosity mineral oil for
high ambient temperatures.