Kemppi Kempomat 2500 User Manual
Page 18
EN
Factors influencing on the delay:
The wire feed speed has a significant influence on required burn back time. By low wire feed
speeds always select the short burn back time.
• Melting of aluminium is much quicker than by steel-base materials, so that the burn back
time is clearly shorter.
• Steel and especially filler wires require longer time than the stainless materials.
• Thicker filler wires require longer time. Also by increase of wire feed speed the required
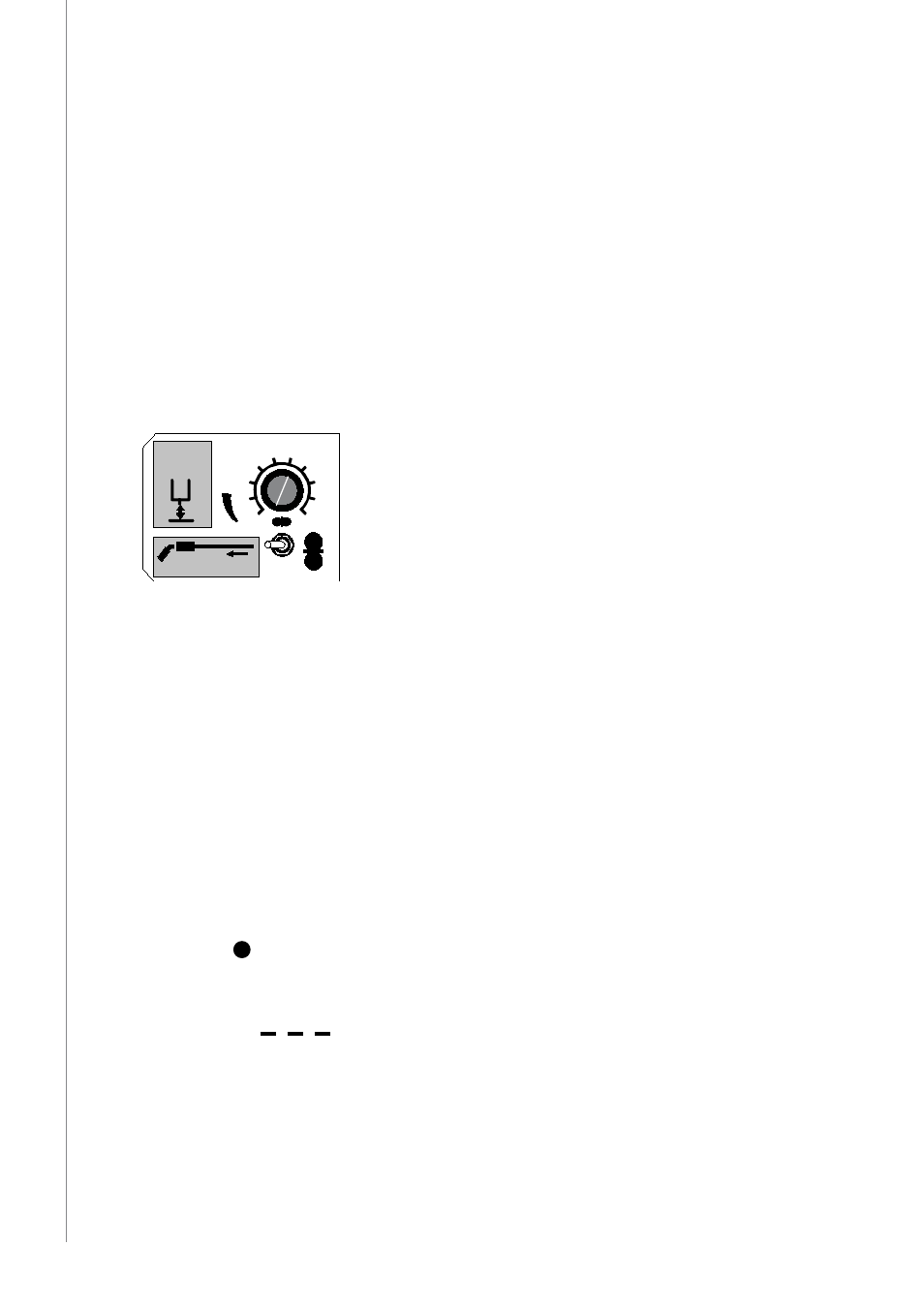
time should be longer. In the instruction label are given starting points for adjustment.
The fine-adjustment should be carried out according to each case in question.
• Memory scale for adjustment potentiometer
• The wire inch switch starts the wire feed motor and mechanism, but not the power
source.
The filler wire can be driven to the wire feeder unit, gun and interconnection cable also
with the welding gun´s switch, but then also the power source will get started and the wire
becomes live (gets voltage), and this can cause a danger situation by accidental contact to
surrounding objects.
SS
Fe
ø
Al
1
1 0
8
6
5
4
3
2
7
9
BURN-
BACK
WIRE INCH
5.3
Kmw timer FunCtiOns
The control includes the welding with the closed-open operation of the gun trigger, this is
called the 2-sequence procedure. The KMW timer also has the 4-sequence procedure, with
which you can release the trigger for the time of welding, as well as the wire feed timer, which
helps you to control the spot or cycle arc welding.
2 / 4-sequence procedure
2T: The welding with the 2-sequence trigger procedure of the gun.
1.
Switch pressed: welding starts
2.
Switch open: welding stops
4T: The welding with the 4-sequence trigger procedure of the gun.
1.
Switch pressed: shielding gas is flowing
2.
Switch open: welding starts
3.
Switch pressed: welding stops
4.
Switch open: gas flow stops after the post gas time
spot, cycle arc and continuous welding
(is operating only in the 2-sequence procedure position)
Spot welding
1.
Set the spot time with the potentiometer.
2.
The gun switch pressed: welding starts
3.
Welding ends automatically after the set time
Cycle arc welding
1.
Set the welding cycle time with the potentiometer. The pause time is adjusted auto-
matically.
2.
The gun switch pressed: welding is started and continued for so long as the switch is
pressed.
16
Kempoma
t 2500, 3200, 4200 / © Kemppi O
y / 1117