7 functions of as panel – Kemppi KMS 400 AS User Manual
Page 10
EN
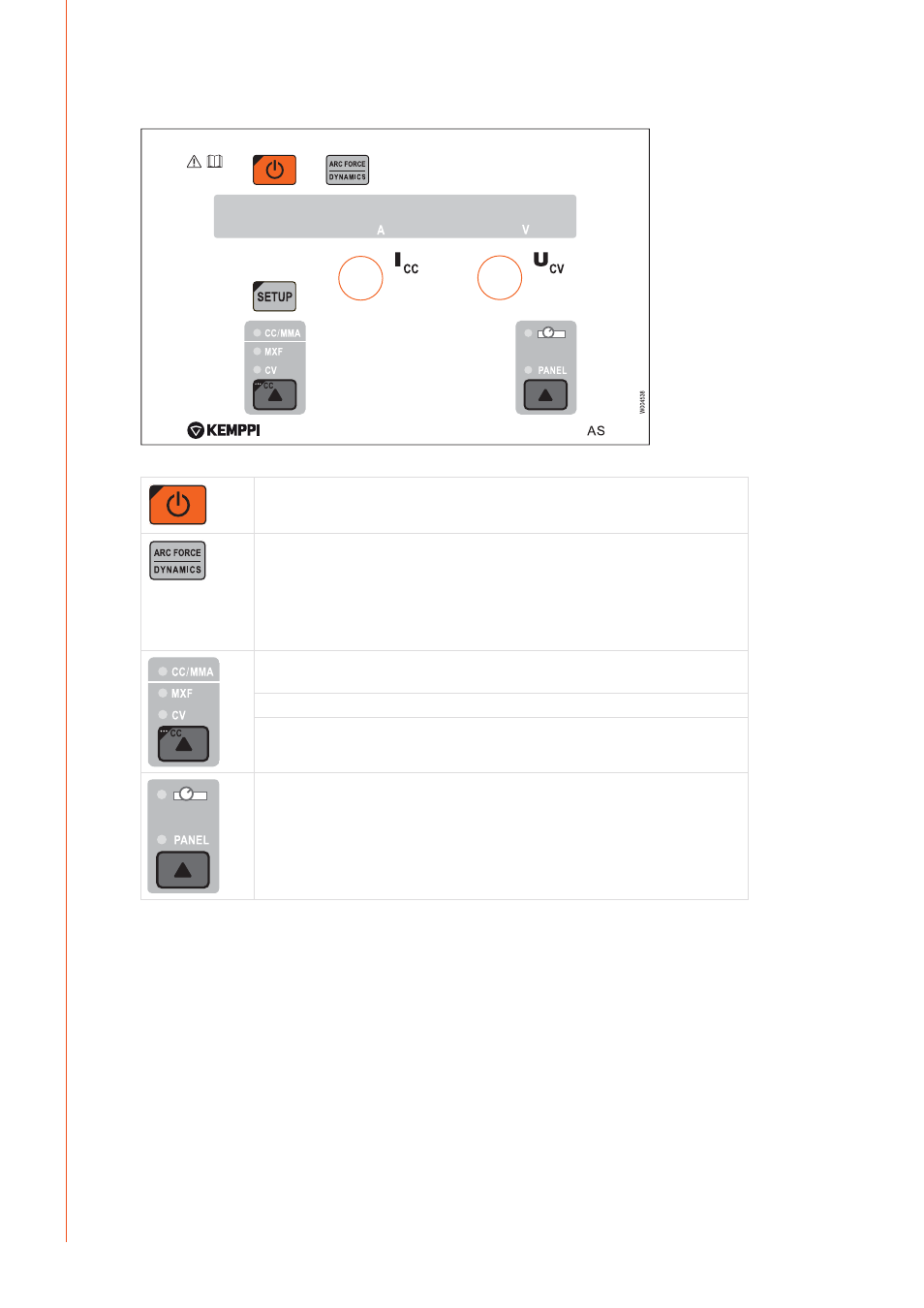
2.7 Functions of AS panel
ON/OFF button
MIG dynamics / MMA Arc Force adjustment
• When CV is selected, parameter name ’dYn’ and the adjustable value between -9 ... 9 are shown
• When CC/MMA is selected, parameter name ’Arc’ and the adjustable value between -9 ... 9 are
shown
• In MXF mode the dynamics cannot be adjusted with the AS panel and ’--- ---’ is shown. In this case
the adjustment is done through the wire feeder panel
CC/MMA = Constant current mode. Selection with a long press. Selected when operated with ArcFeed
with CC-mode or MMA welding
MXF mode = Use with MSF or MXF feeders
CV mode = Constant Voltage. Selected when operating with ArcFeed CV-mode
Remote selection
• In CC/MMA mode the current can be adjusted with the remote
• In CV mode the voltage can be adjusted with the remote
MIG/MAG welding
FastMig KMS AS is designed for MIG/MAG welding with either the Kemppi ArcFeed voltage
sensing wire feed unit, or FastMig series MSF and MXF wire feeding units. When using MSF or
MXF wire feed units, connect the unit as described in picture on page 6, and select the MXF
mode from the AS panel. For further information see MSF or MXF manuals.
When you use the ArcFeed voltage sensing wire feed unit, you must select either CC or CV
(Constant Current or Constant Voltage) mode from the AS control panel. Ensure that the
ArcFeed control panel has been set to correspond with the power source control panel. For
example if power source is set to CC mode, the ArcFeed should also be set to CC mode. In CV
mode FastMig AS has two welding programs for ArcFeed welding: one for self shielding filler
wires and the other for standard cored and solid filler wires. The welding program can be
changed in SETUP function.
It is possible to connect MSF or MXF and ArcFeed feeders to FastMig KMS AS power source
simultaneously. For example, this can be an efficient combination when using Kemppi
FastMig KMS 400 AS
8