19 ......... cir-o speed range chart, Operating instructions (con’t.), Cir-o speed range chart – BUG-O Systems CIR-O User Manual
Page 19
6
POWER SUPPLY
The DC III drive operates on 120 volt, (42VAC), (240VAC), 50/60 Hz. The
Circuit Breaker (0) protects the unit against overload or electrical faults,
CAUTION: IF THE CIRCUIT BREAKER OPENS, FIND AND CORRECT THE
CAUSE OF FAILURE BEFORE RESETTING.
TORCH
The Torchholder (P) will accept any standard American machine torch (barrel
diameter 1-3/8'' (34 mm) with 1/4"-square (6 mm) 32-pitch rack). The 32-pitch
pinion is standard. Specify a 24-pitch pinion if desired. The Short Hose As-
sembly (0) connects the torch to the Quick-acting Manifold Assembly (R).
The supply hoses are to be connected to the open side of the quick-acting
manifold assembly.
Proper torch operation is essential to quality cuts. We suggest that you follow
the torch manufacturers’ instructions carefully, being sure to use a clean tip
of the proper size.
MAGNETIC SUPPORTS
Several Types of magnetic supports are available for use with the CIR-0 to
stabilize the machine as listed below:
(S) Outrigger Support Assemblies; CON-1010 - used in multiples of
two or four to stabilize CIR-0 on plate, cylinders or heads where two
legs must be longer than the other two,
(T) Magnet Foot Assemblies; CIR-9000 - may be used in sets of four or
more to position CIR-0 on vertical or out-of-position, flat surfaces.
(U) Leg and Magnet Foot Assemblies; CON-1040 (four required) - may be
used for flat or irregular surfaces.
(V) Offset Leg and Magnet Assemblies; CIR-9002 (four required) - use
with a bevel cutting head or adjustable tip adaptor - to eliminate the
“blind” spot under the ring.
SET UP
A center-punch mark and a radius mark are the only layout required. The
Center Pin Assembly (Z) extends below the CIR-0 base and is placed in the
center-punch mark. The CIR-0 is then eased down to the work on the center
pin. This movement locates the entire machine “on center.” The Rack (W)
with Torchholder (P) is then positioned over the radius mark.
OPERATION
In order to provide a smooth start, it is recommended that the starting hole be
drilled or pierced inside or outside the radius mark. Center the torch tip over
the radius mark and secure the Rack Stop (X) firmly against the Post As-
sembly (Y). [The side of the post assembly to which the rack stop is posi-
tioned depends upon whether the material inside or outside the cut is scrap].
Begin the cut from the starting hole and, after carriage travel is begun, move
the Torch Rack (W) slowly against the Rack Stop (X). This action “feathers-
in” the cut eliminating a notch.
OPERATING INSTRUCTIONS (CON’T.)
19
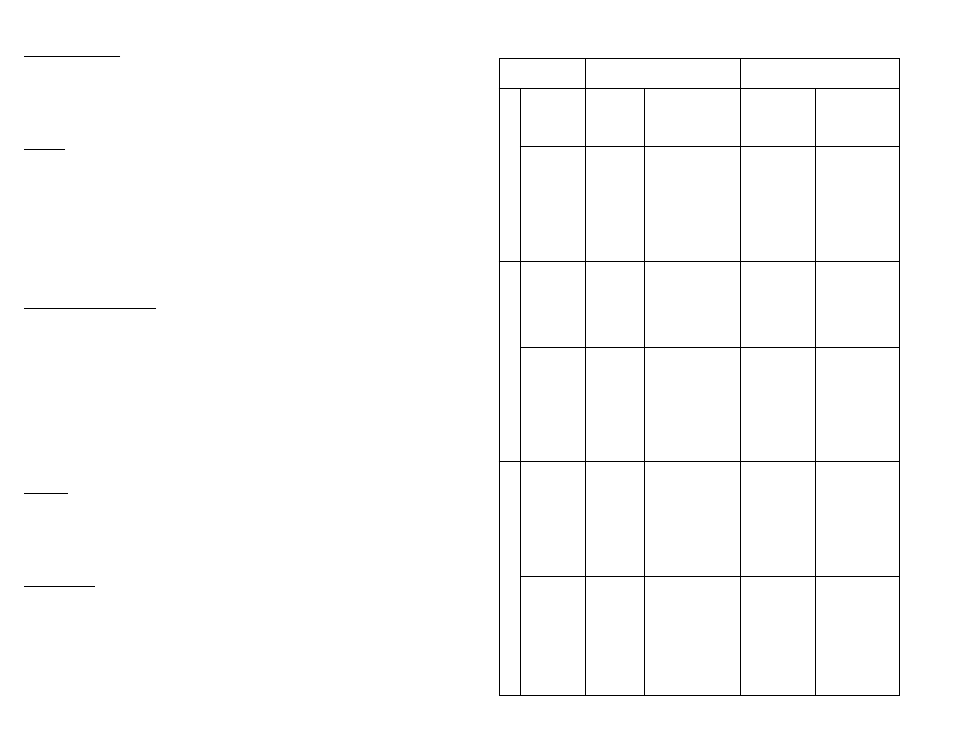
CIR-O SPEED RANGE CHART
Capacities and Speed Ranges
3
.4-8
75
10-210
6
.8-16
150
20-420
10
.4-28
250
35-700
14
2-39
350
50-1000
26
3.5-70
650
90-1805
30
4-80
750
105-2100
34
4.5-92
850
120-2400
38
5.2-105
950
130-2640
42
5.7-115
1050
150-3000
46
6.3-125
1140
160-3200
50
6.8-135
1250
175-3500
56
7.6-155
1420
200-4000
3
.3-5
75
7-140
6
.6-11
150
14-280
10
.9-18
250
23-460
14
1.3-26
350
32-650
18
1.7-33
450
42-840
22
2-40
550
50-1000
34
3.2-63
850
80-1600
38
3.5-70
950
87-1760
42
3.9-78
1050
97-1950
46
4.3-85
1150
105-2130
50
4.6-93
1250
115-2300
54
5-100
1350
125-2500
58
5.4-110
1450
135-2700
64
6-120
1625
150-3000
3
.2-4
75
5-100
6
.4-8
150
10-210
10
.7-13
250
17-350
14
1-19
350
42-500
18
1.3-25
450
32-640
22
1.5-30
550
38-760
26
1.8-37
650
45-900
30
2-41
750
52-1050
42
2.9-57
1050
73-1458
46
3.2-63
1150
80-1600
50
3.4-68
1250
87-1750
54
3.7-75
1350
94-1900
58
4-80
1450
100-2000
62
4.3-85
1550
105-2150
66
4.5-90
1650
115-2300
72
4.9-100
1825
125-2500
DIAMETER
IPM
INCH
IPM
DIAMETER
INCH
CIR-III
INSIDE
RING
CIR-IV
CIR-V
OUTSIDE
RING
INSIDE
RING
OUTSIDE
RING
INSIDE
RING
OUTSIDE
RING