S&S Cycle Super D Gasoline Carburetor User Manual
Page 5
5
NOTE: S&S
®
has a special main jet tool, PN 53-0452, which is
perfect for this operation.
DRAGSTRIP PROCEDURE
1. Warm up engine enough to make a pass.
2.
Make a run noting engine rpm and top speed.
3. Richen main jet size .004 larger and make a second run.
Again, note rpm and final speed.
4. Continue procedure until top speed starts to fall.
5.
Lean main jet size by .002 to gain the best performance
from the last pass. When you are making runs, do not be
concerned with elapsed time, rather with consistent
miles per hour.
STREET PROCEDURE
S&S uses what we call the RPMing method to determine your
correct main jet size on the street. By performing hard
acceleration tests, noting rpm at which power starts to fall off
and a gear change is necessary, you will determine what jet
offers the best performance.
1. Warm engine to operating temperature.
2. Accelerate rapidly through the gears noting how
quickly--and smoothly—your engine reaches an rpm
level where power starts to fall off and a gear change
becomes necessary.
3. If the engine backfires in carburetor, breaks up or dies
during acceleration, richen the main jet size .004 larger
and road test it again.
4.
If engine runs sluggish or will not take throttle, lean
the main jet size by .004 smaller and road test again.
Note your engine’s smoothness and how easily it
accelerates to shift points.
5. Determine the best jet size by matching up acceleration
feel to an rpm level that continues to produce power
as you change into the next gear.
ADJUSTABLE AIR BLEED
The main air bleed passage in an S&S Super D carburetor is
equipped with a .040" jet. By allowing the jet size to be
changed you can fine tune the transition from intermediate
circuit to the main jet to match your motorcycle.
Changing the air bleed jet should only be done after you are
absolutely sure that you cannot tune a rideability problem out
by changing the intermediate and main jets. Shifting the start
of the main jet’s operation higher up the rpm scale can lessen
the effects of mid-range problems created by mismatched cam
and pipe combinations. See Photo 6.
JETTING SIZES
NOTES: General Information
1.
Carburetor body has seven drilled passages that are
permanently sealed with drive plugs. Do not attempt to
remove these plugs as irreversible damage to carburetor
may result.
2.
If the throttle arm is removed from it’s shaft, it must be
reinstalled in wide open position with throttle plate at 90˚
to the fully closed position.
3.
The throttle plate should be checked annually for signs of
wear. Replace if necessary.
4.
To insure proper seal in needle and seat assembly, float
hinge, needle lift and needle must work freely and must
not bind. If problem is suspected, remove bowl and check
float movement. If obvious misalignment, binding or
sticking occurs, remove and straighten and reinstall to
attain free movement. Reset float level and double check
for free movement. Float must not contact bowl gasket.
5.
Normal float setting is
1
⁄
32
" and should be measured at end
of float opposite needle and seat assembly. To check this
measurement, turn bowl upside down and measure from
bowl gasket surface up to float.
6.
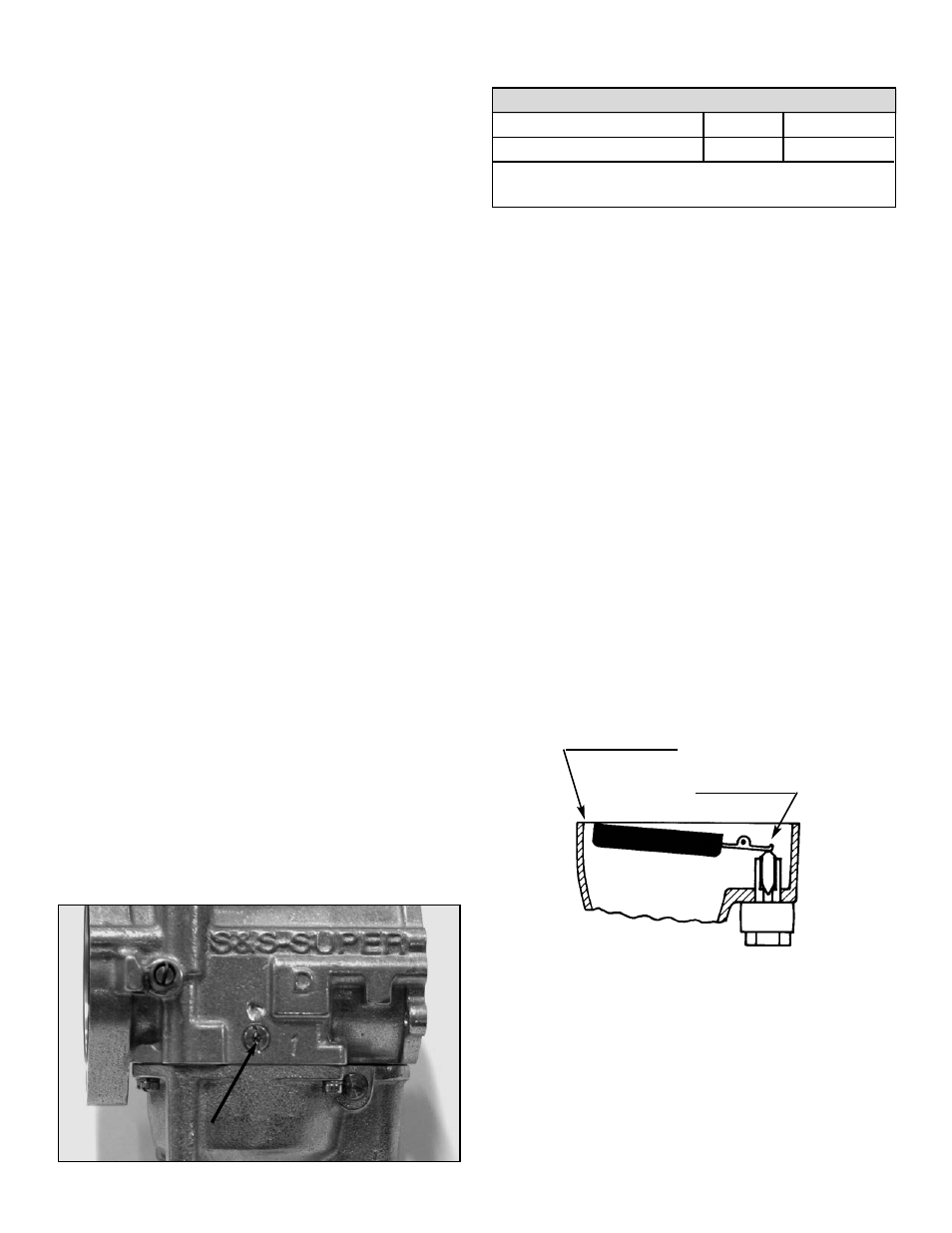
On rubber mounted engines, set float where it just misses
bowl gasket, S&S PN 11-2086, when fuel inlet needle is fully
closed and spring in needle is compressed. See Figure 1. To
check, remove bowl and raise float until needle is in closed
position and spring in top of needle is compressed. Highest
part of float should be slightly (approximately
1
⁄
32
") below
bowl gasket surface. Float must not contact bowl gasket.
Photo 6
Typical Jetting
124 SSW + .032 Intermediate
.098 Main .040 Air Bleed
145 SSW+ .032 Intermediate
.102 Main .040 Air Bleed
NOTE: A number of racing combinations have allowed the
use of up to a .120 Air Bleed.
Figure 1
Float just below gasket surface
(approximately 1/32”)
Spring in needle fully
compressed