Caution – S&S Cycle Connecting Rods User Manual
Page 4
NOTE: S&S
®
offers connecting rod sets which are pre-fit to .892"
diameter wrist pins. S&S also offers .001" and .002" oversize
replacement wristpins for this application. See S&S catalog for
part numbers.
S&S SUPREME Rods for Harley-Davidson
®
Sportster
®
models-
These rods have wristpin ends machined to the same width as big
twin rods (1.073") for 3-
5
⁄
16
" or larger bore sizes where more
wristpin support is desired.
NOTE: In applications where less than a 3-
5
⁄
16
" bore is used, the
width of the wristpin end is machined to .946”. See the S&S
catalog for part numbers.
Supreme rods with wristpin ends machined to 1.073" width
must not be used in applications where bore size is less than
3-
5
⁄
16
" as contact with piston pins boss may result.
Polishing - All S&S rods and are shot peened to increase fatigue
resistance. Grinding and polishing the surfaces reduces this effect
and is not recommended.
NOTE: S&S voids its guarantee if any S&S connecting rods are
ground, polished or modified in any way.
Crankpin Nuts - All S&S big twin crankpins manufactured after
May 1, 1990 are machined for late 1981 and later style crankpin
nuts. The increased number of threads per inch (1"-20) and the
larger nut surface area provide a stronger crankpin/nut
assembly. Early style stock flywheels may require additional nut
and socket clearance.
NOTE: When this combination is used in some early S&S
flywheels, additional crankpin nut socket to flywheel clearance
may be required. In these instances, S&S recommends removing
the required material from the flywheels before balancing.
Torque Specifications - Use green grade Loctite
®
on the
threads during assembly. Tighten all big twin and Sportster
®
model nuts to stock Harley-Davidson
®
factory specifications in
cast iron flywheels. When using S&S forged flywheels, tighten
big twin nuts to 400 ft. lbs. minimum and Sportster
®
models to
300-350 ft. lbs..
Preassembly Cleaning - Disassemble and thoroughly clean all
parts in lacquer thinner to remove dirt, filings, etc. Pay particular
attention to the crankpin oil passageways. Reassemble using
high quality break-in grease.
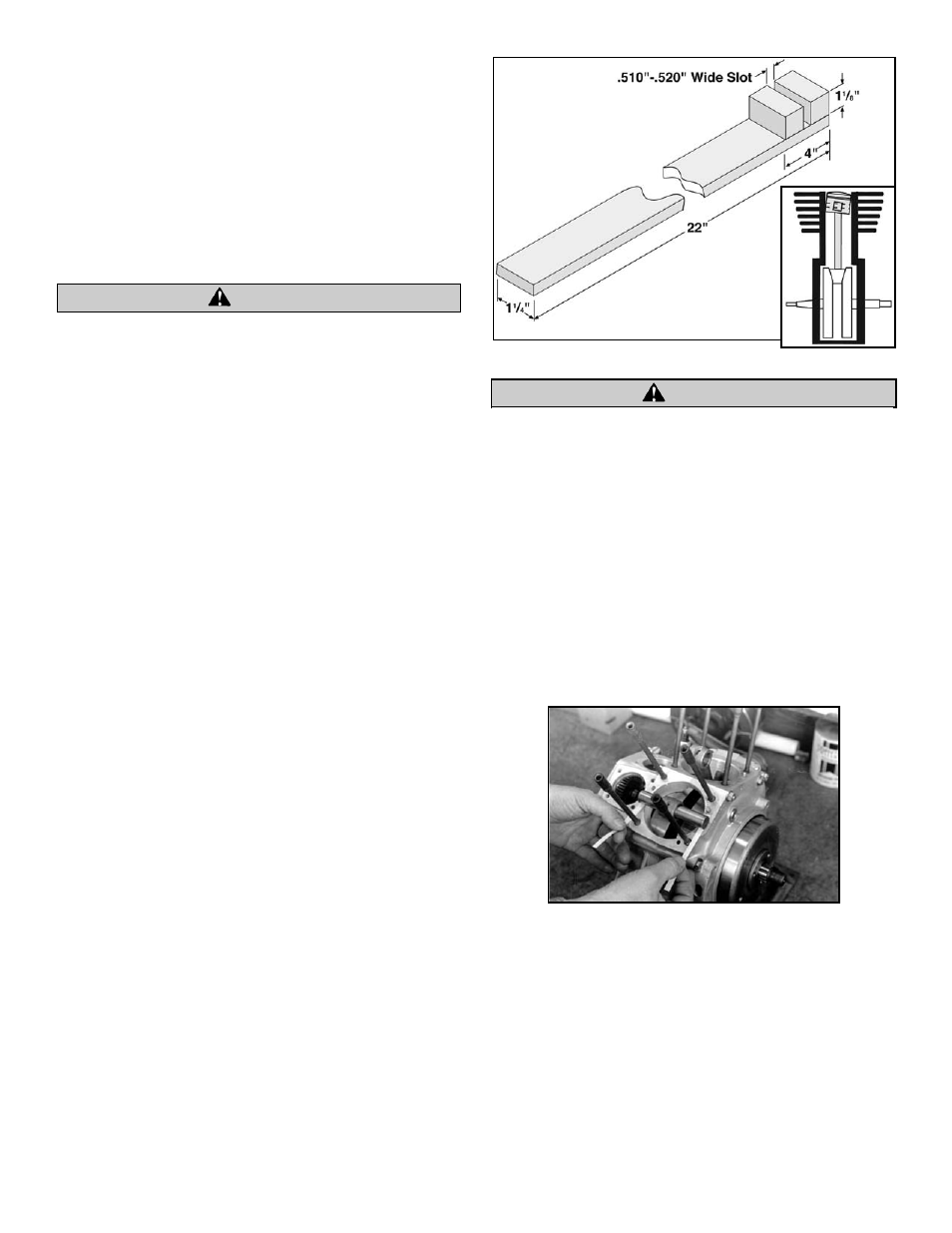
Connecting Rod Alignment
After flywheel assembly has been installed in crankcase, rods
should be checked for alignment. S&S Rod Checking Pin, Part
53-0002, was designed to help perform this procedure. It may
also be necessary to fabricate a rod bending tool as illustrated in
Figure 2. The purpose of this procedure is to compensate for
machining tolerance discrepancies in component parts which
may lead to pistons not running true in cylinder bores. While
the rods are straight and true, it is sometimes necessary to bend
them slightly to compensate for these conditions. Figure 3
shows an exaggerated view.
NOTE: We feel that using a piston in lieu of a checking pin may
prove inaccurate due to variations in lengths of piston skirts from
one side of piston to the other.
●
Do not bend rod by using a tool in wristpin hole as this
method may distort wristpin bushing.
●
Failure to check and correct rod misalignment can lead to
connecting rod thrusting and potential engine damage.
Checking Pin Procedure
1.
Insert checking pin into wristpin hole. Place strips of paper
between checking pin and crankcase cylinder gasket surface
and apply slight downward pressure to wristpin end of rod
by rotating flywheels. Pull papers out slowly. Drag on
papers should be equal.
2.
Rotate flywheels in opposite direction until checking pin
contacts cylinder gasket surface again. Repeat procedure for
same rod again. If drag on papers is equal no bending is
required. If one paper is loose, use rod bending tool to tweak
rod in direction of loose paper and recheck. See Picture 1.
3.
Repeat checking and bending procedure for other rod.
While disassembling an engine for rebuild or top end work,
observe pistons for wear spots on sides above top compression
ring. If one side near wristpin is worn clean while side opposite
is carboned up, then piston was not running straight and true in
cylinder bore. Piston will also generally show diagonal wear
pattern on thrust faces of skirts and possibly signs of connecting
rod to wristpin boss contact inside piston.
NOTE: We feel that not enough emphasis is given to checking
piston alignment in the cylinder bore. More attention to this
should result in better ring sealing and piston life while promoting
less connecting rod side thrusting and longer rod bearing life.
4
Figure 2
Figure 3
Picture 1
CAUTION
CAUTION