S&S Cycle Crankcase for Harley-Davidson Twin Cam 88 Engines User Manual
Page 3
Please read these instructions thoroughly before starting work.
Proceed with the installation only after they are completely
understood. These instructions should be supplemented by the
appropriate OEM service manual for your motorcycle. Follow all
safety information.
INTRODUCTION
S&S
®
crankcase assemblies for Harley-Davidson
®
Twin Cam 88
®
non-counterbalanced engine applications. Installation can be
performed by any Harley-Davidson
®
repair shop equipped to do
complete engine overhauls. No special tools other than those
used in normal engine building operations are required.
Stock bore cases are perfect for stock replacement applications,
4" bore cases are a natural for use with the S&S
®
Hot Set Up Kit
®
for Twin Cam 88, and 4
1
⁄
8
bore cases make it possible to build
really large displacement custom engines.
NOTE: S&S crankcases are sold in matched sets only. Individual
case halves are not available.
ADDITONAL OIL LINE INSTALLATION KIT REQUIRED
G Dyna
®
- PN 31-0424
G FL - PN 31-0425
ADDITIONAL FEATURES:
G Greater overall strength than stock crankcases, especially in
the front motor mount, an important consideration in high
performance applications.
G All oil passages between the crankcase and gear cover are
o-ring sealed.
G Compatible with stock components. Use stock oil pump, cam
support plate, gear cover, etc.
G 1999-2002 Timken
®
style sprocket shaft bearing. (Included)
G Uses 2003-up pinion shaft bearing
G Special order crankcases offer your choice of cylinder spigot
bore, cylinder stud pattern, and your choice of rear motor
mount style - 1999-06 or 1984-1999.
KIT CONTENTS
G Crankcase with camshaft bearings and cylinder studs installed
G Sprocket Shaft Bearings
G S&S Reed Valve Assembly
G Pinion Bearing
G Hardware Package
G Certificate of Origin
G Instructions
POLISHING, PAINTING, PLATING, OR POWDERCOATING S&S CASES
S&S Cycle cautions against modifying these crankcases due to the
possibility of damaging or weakening them. Modifying S&S
crankcases in any fashion voids all manufacturer warranties.
Should the customer elect to modify the crankcases regardless, it
is imperative that they and the information tag attached to them
be inspected beforehand to confirm that the correct model, style,
bore size, etc. have been provided. The customer must confirm
that crankcases and related parts are correct before assembling
them or having them modified in any manner, and assumes all
liability for modifications.
The customer must also verify that the serial numbers on the
crankcase and attached information tag correspond with those
on the certificate of origin and packing carton.
Under no circumstance will S&S be held responsible for expenses
related to the modification of any S&S part in the event warranty
service is required. Modified parts will not be accepted for credit
or exchange. This will apply regardless of cause or fault:
customer, retailer, manufacturer, or other.
For further information, contact S&S Technical Services at
608-627-8324, FAX 608-627-1488 or e-mail [email protected]
NOTE: Modification includes but is not limited to appearance
changes such as painting, powdercoating, plating, and polishing.
Proper preparation for these procedures as well as the processes
themselves may require the use of polishing compounds,
chemicals or procedures that are potentially harmful to
crankcases.
Passages and internal cavities may become obstructed by
residues from materials used to polish, paint, plate or
powdercoat surfaces. Additionally, surface finishing processes
can damage critical machined surfaces. Any of the above may
cause premature wear, damage or failure of other engine
components as well as the crankcases themselves.
Powdercoating - Subjecting heat-treated alloys such as those
used in S&S
®
crankcases to excessive heat can drastically alter
their strength and their critical properties. The degree of change
depends upon the temperatures reached and the duration of
exposure. When powder coating or otherwise processing alloy
parts, S&S exposes them to a maximum temperature of 370°F for
no longer than 20 minutes. Under no circumstances should parts
be heated past 400°F!
3
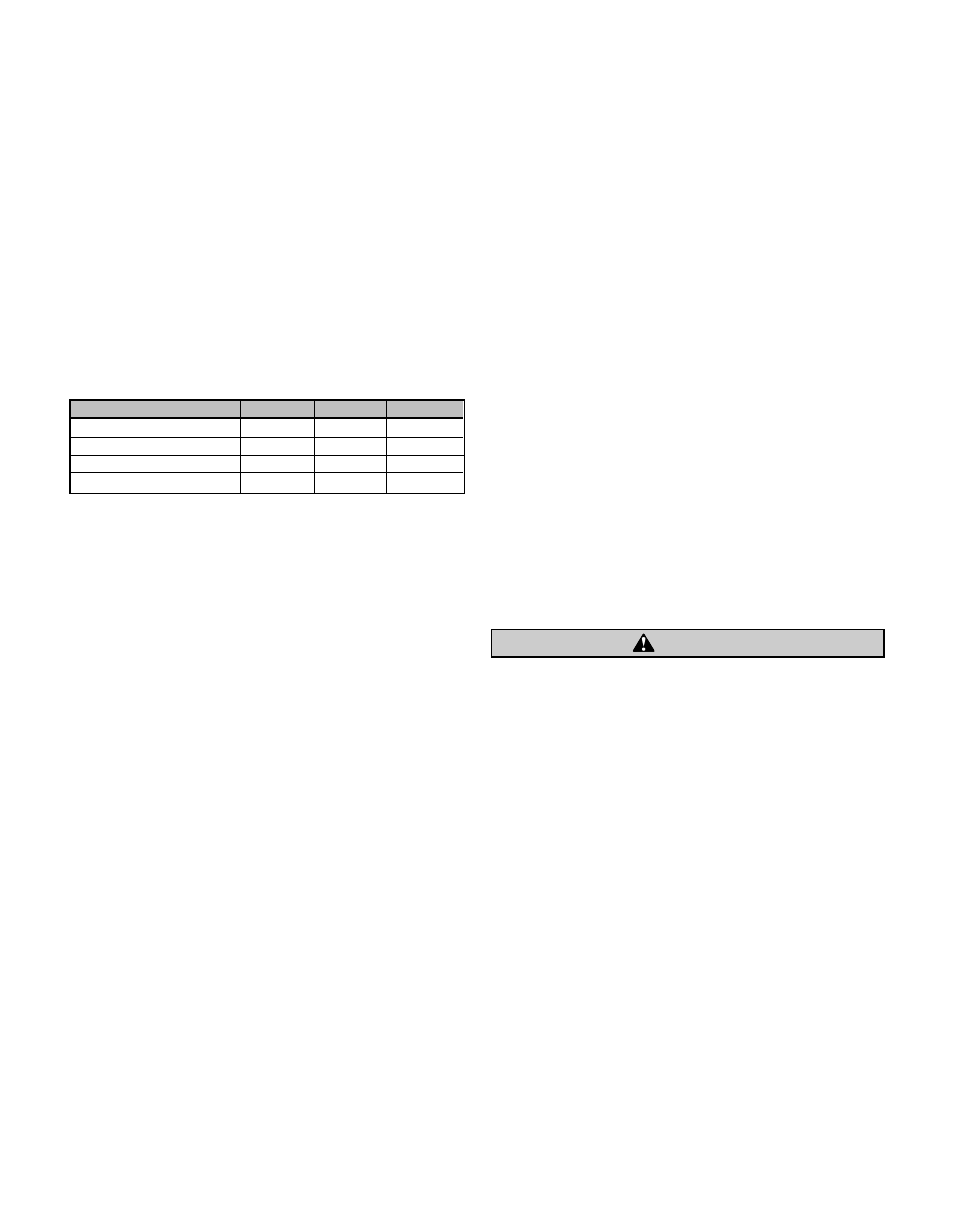
S&S
®
Crankcases for 1999-’06 Big Twin Engines
Bore Size
Silver
Black
Polished
Stock Bore
106-4039
31-0172
N/A
4" Bore
106-4041
31-0175
N/A
4
1
⁄
8
” Bore (
Stock Stud Pattern)
106-4057
31-0181
31-0182
4
1
⁄
8
" Bore
(S&S Stud Pattern)
106-4043
31-0178
31-0179
CAUTION
Crankcase Breather & Oil Pressure Switch Location