Klein Tools 8900-1/4 User Manual
Klein Tools Tools
8900-1/4, 8900-3/8, 8900-1/2
• Bends 1/4" to 1/2" (6 mm to 12 mm) O.D. tubing.
• Swivel handle can be repositioned midway through a bend when both handles begin to meet.
• Allows easy fabrication of bends up to 180° with reduced effort and better control without crossing
the handles.
• For bending soft copper, aluminum, brass, steel, stainless steel and other tubing. Avoid use with
extremely thin walled and hard tempered tubing. (Type M tubing is not recommended for bending.)
The lever swivel-handle type tube bender incorporates a start position of approximately 100° for
ease of bending, and a swivel handle mechanism that permits repositioning one handle when the
handles approach parallel. This feature simplifies fabricating bends up to 180° by reducing effort,
improving control and eliminating crossing of handles.
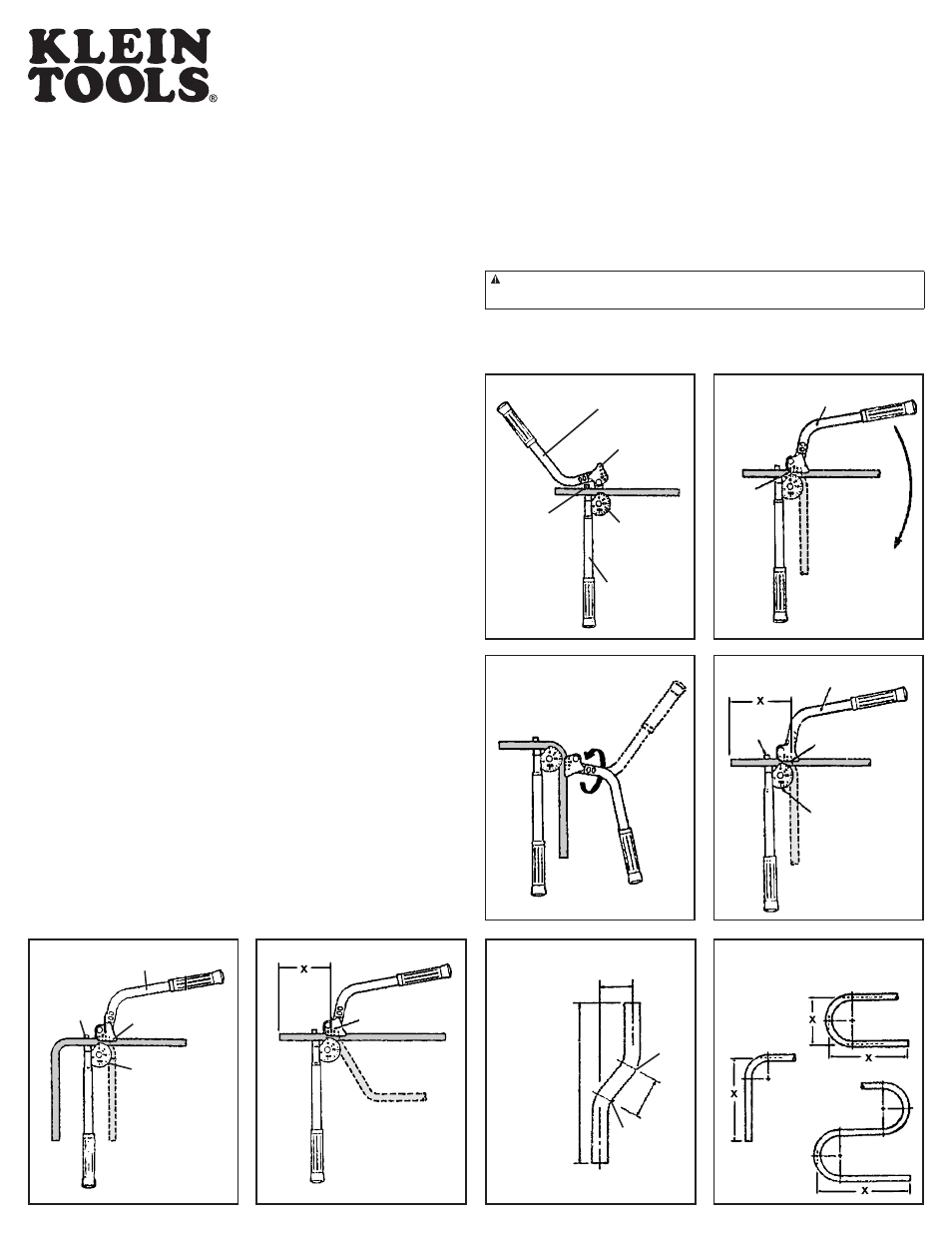
TO BEND TUBING
1. Raise the swivel handle and position tubing into the guide groove. It is important that the tube is
engaged with the tube clamp to prevent tube slippage. (See Fig. 1).
2. Lower the swivel handle until the “0’s” on the form wheel and form lever are aligned, then pull the
handle down until the desired bend angle is obtained. Degree of bend is indicated when the “0”
mark on the form lever aligns with the degree mark on the form wheel. (See Fig. 2).
3. For ease in completing bends greater than 90° (180° max.), reposition the swivel handle by rotat-
ing counterclockwise. (See Fig. 3). An over-center position automatically locks the swivel handle in
place when bending force is applied.
90° BENDS
1. Measure from end of tube to where you want the first bend, and place a mark on the tubing at that
exact point.
2. Position tube in bender. If the end from which you measured is left of the tube clamp, the
measured mark should be directly over graduation “L” located on the right side of the form lever.
(See Fig. 4).
3. If the end from which you measured is placed to the right of the tube clamp, the measured mark
should be directly over graduation “R” on the form lever. (See Fig. 5).
4. With a steady motion, pull the swivel handle around until the “0” mark on the swivel handle is
directly opposite the 90° mark on the form wheel. (See Fig. 5).
45° BENDS
1. Measure from end of tube to where you want the first bend, and place a mark on the tubing at that
exact point.
2. Position tube in bender. If the end from which you measured is left of the tube clamp, the
measured mark should be directly over graduation “L” located on the right side of the form lever.
(See Fig. 4).
3. If the end from which you measured is placed to the right of the tube clamp, the measured mark
should be directly over graduation “R” on the form lever. (See Fig. 5).
4. With a steady motion, pull the swivel handle around until the “0” mark on the swivel handle is
directly opposite the 45° mark on the form wheel. (See Fig. 6).
DOUBLE 45° OR 90° OFFSET BENDS
When forming a tube offset, it is necessary to make two bends. Mark the tube at both bend locations before
proceeding. Wherever possible, use 45° bends.
FIGURING OFFSET BENDS
1. Refer to the offset bend calculator chart (see last page). Note that the “Y” dimension in the chart
gives the total amount of offset required. The “X” dimension in the chart gives the length of tubing
you will use for a given application.
2. To figure out the length of tubing which is needed to meet your offset requirements, follow this
example: For a 45° angle with a 2-1/2” offset, refer to the chart under “Angle of offset 45°”. Next,
refer to the “Y” dimension and find 2-1/2” offset. The figure to the right under “X” dimension will
be the length of tubing you will use. In this example, the required length is 3-17/32”.
3. Now determine where you want the center of the offset bend on the tube. Make a reference mark
“A” at this point. (See “A” on Fig. 7). From this point, measure the “X” dimension (length of tubing
determined in step 2) and make a mark “B.” You are now ready to make the bends.
NOTE: The “Offset Bend Calculator” chart allows you a “Y” dimension of up to 6 inches. If your offset
requirements should exceed this number, you must choose an offset from the table that is a multiple of the
offset you need. For example, if you have an offset requirement of 20", find the multiple (5") on the chart
under dimension “Y”. Take the “X” dimension to the right of this and multiply by 4. This will be the length of
tubing you need for your offset. In this case it is 28-1/4".
Warranty
See retailer or visit www.kleintools.com for details.
WARNINGS:
Always wear approved eye protection.
•
Never use on or near live electrical circuits.
•
INSTRUCTIONS FOR LEVER SWIVEL-HANDLE TYPE TUBE BENDER
Swivel handle form lever
Tube clamp
Form wheel
handle
Form wheel
Guide
groove
Fig. 1
Swivel handle
form lever
Pull handle
this direction
Use this
mark for
degree
of bends
Fig. 2
Fig. 3
Fig. 4
Tube
clamp
Form wheel
Swivel handle
Use “L” mark
Use “R”
mark
Tube clamp
Swivel handle
Form wheel
Fig. 5
Fig. 8
For reference only
Fig. 6
Use “45” mark
Fig. 7
Mark B
Offset dimension “Y”
“X” dimension
Mark A