Tig weld – Despatch Heater Welding User Manual
Page 2
2
TIG Weld
Joint
Type of Welded Joint: J-Groove
Backing Material: No
Base Metal
Sheet steel to SS Rod (support
steel)
Filler Metal
Specification: If required, chromel
lead wire
Classification: Same as heater lead
Gas
Shielding Gas: Argon
Percent Mixture: 100% Argon
Flow Rate: 10-14 CFH
Coating
Type: None
Preheat
Preheat Temperature Min: None
Technique
Welding Current
Pass No.
Tungsten Size
Amperes
Volts
Travel Speed
1
with 3/8” nozzle
.062 diameter
60-78
60 nom.
17-19
N/A
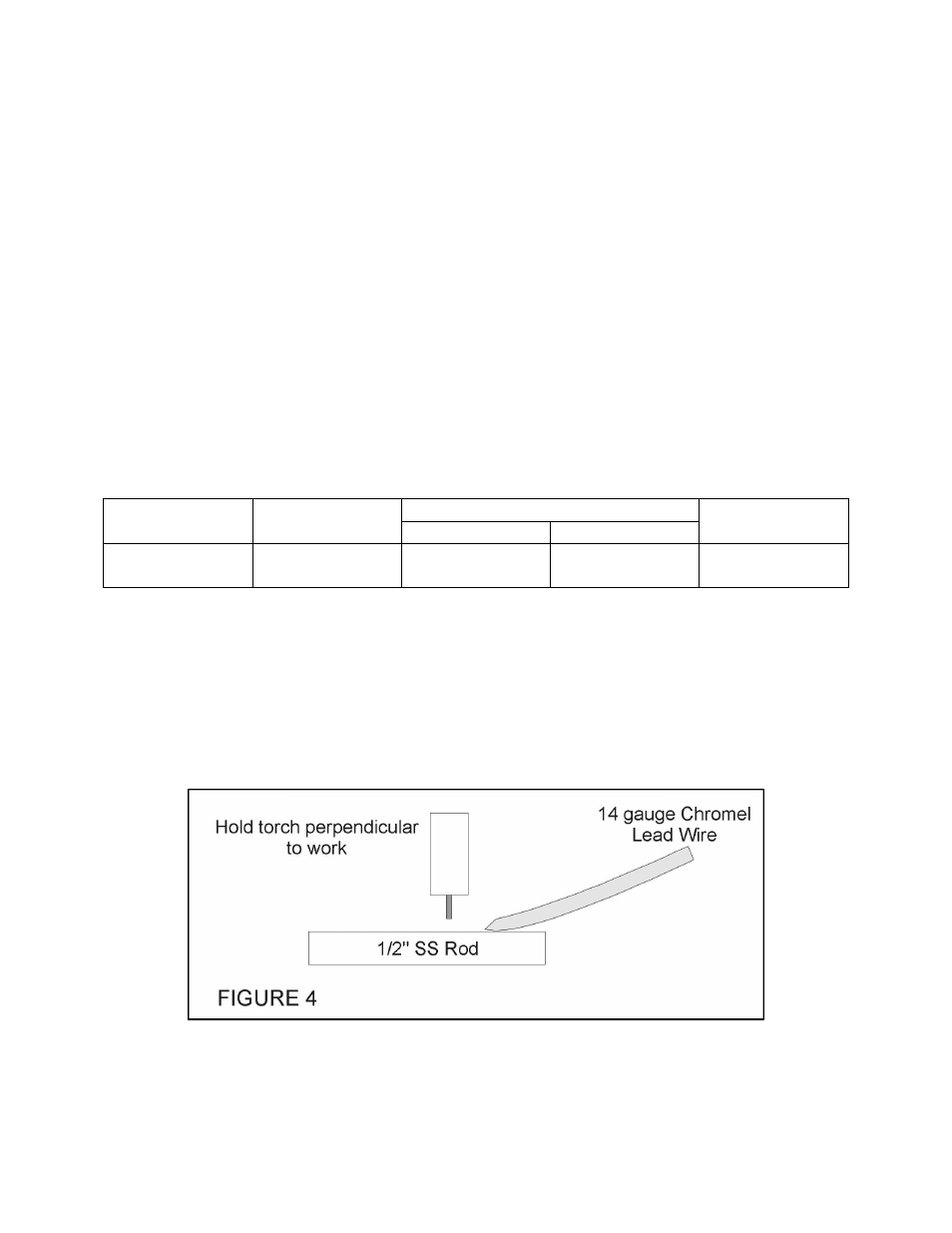
1. Start puddle.
2. Before melting wire use a slight weave.
3. Once you start melting wire, lead the puddle with torch.