Swing bearing tolerance measuring point -23, Ame. (see figure 3-19.) – JLG 150HAX Service Manual User Manual
Page 61
SECTION 3 - CHASSIS & TURNTABLE
3120817
– JLG Lift –
3-23
k. Use suitable lifting equipment to carefully posi-
tion turntable assembly above machine frame.
l. Carefully lower turntable onto swing bearing,
ensuring that turntable and bearing align as
noted in step (i) above.
IF COMPRESSED AIR OR ELECTRICALLY-OPERATED IMPACT
WRENCH IS USED FOR TIGHTENING THE BEARING ATTACHMENT
BOLTS, THE TORQUE SETTING ACCURACY OF THE TOOL SHOULD
BE CHECKED PRIOR TO USE.
m. Apply a light coating of Loctite #277 to the new
bearing bolts, and install bolts, washers and
nuts through turntable and inner race of bearing.
n. Following the Torque Sequence diagram shown
in Figure 2-9, tighten bolts to an initial torque of
410 ft. lb. (555 Nm). Then, following the same
sequence, tighten bolts to a final torque of 545 ft.
lb. (740 Nm).
o. Remove lifting equipment.
p. Install rotary coupling retaining yoke; apply a
light coating of Loctite Sealant Number TL277-
41 to attaching bolts and secure yoke to rotary
coupling with bolts and lockwashers.
q. Connect hydraulic lines to rotary coupling as
tagged prior to removal.
r. At ground control station, use tower boom lift
control to lower boom to stowed position.
s. Using all applicable safety precautions, activate
hydraulic system and functionally check swing
system for proper and safe operation.
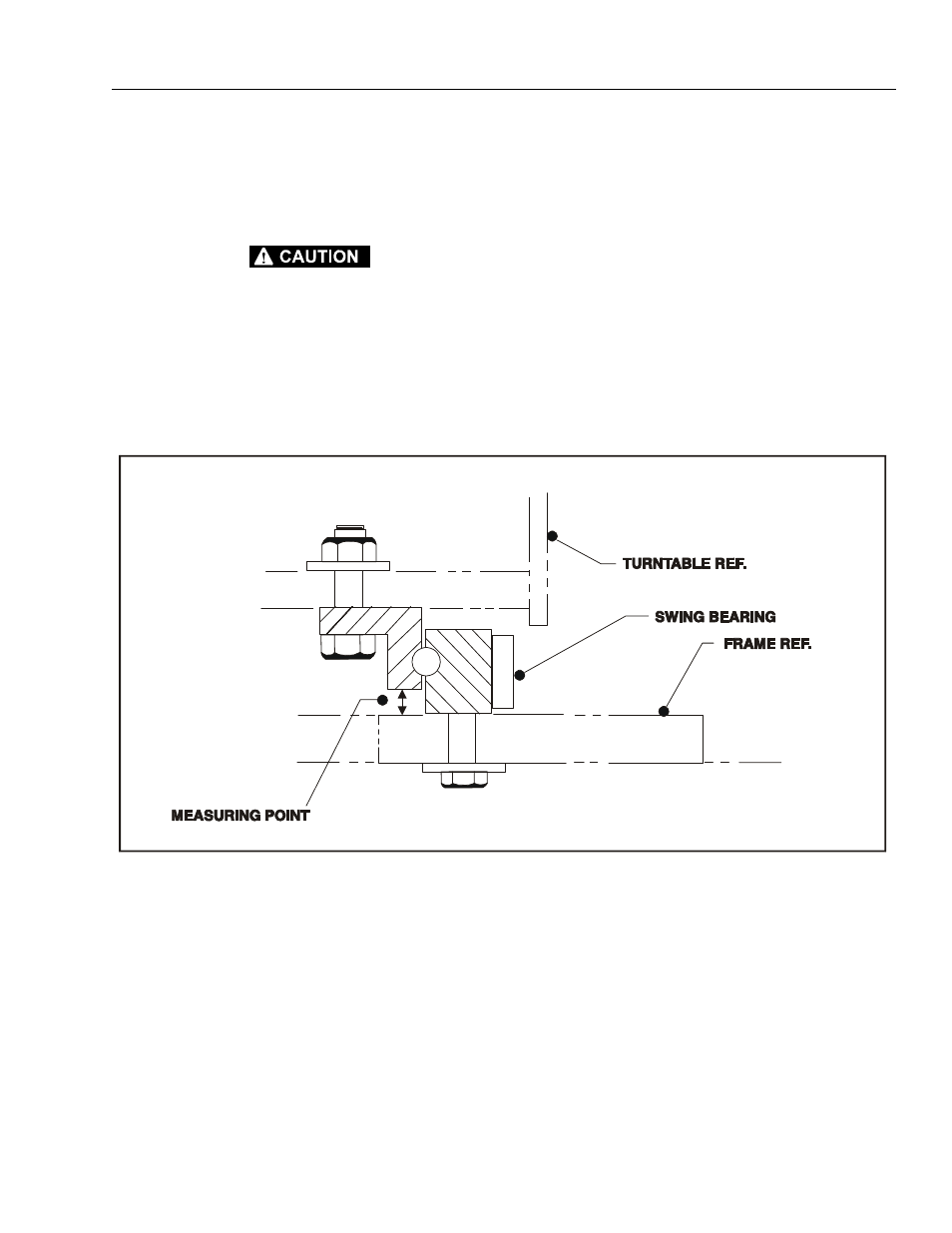
Figure 3-19. Swing Bearing Tolerance Measuring Point