ROTHENBERGER ROWELD D 4/15 Aero Basic User Manual
Page 42
40
ESPAÑOL
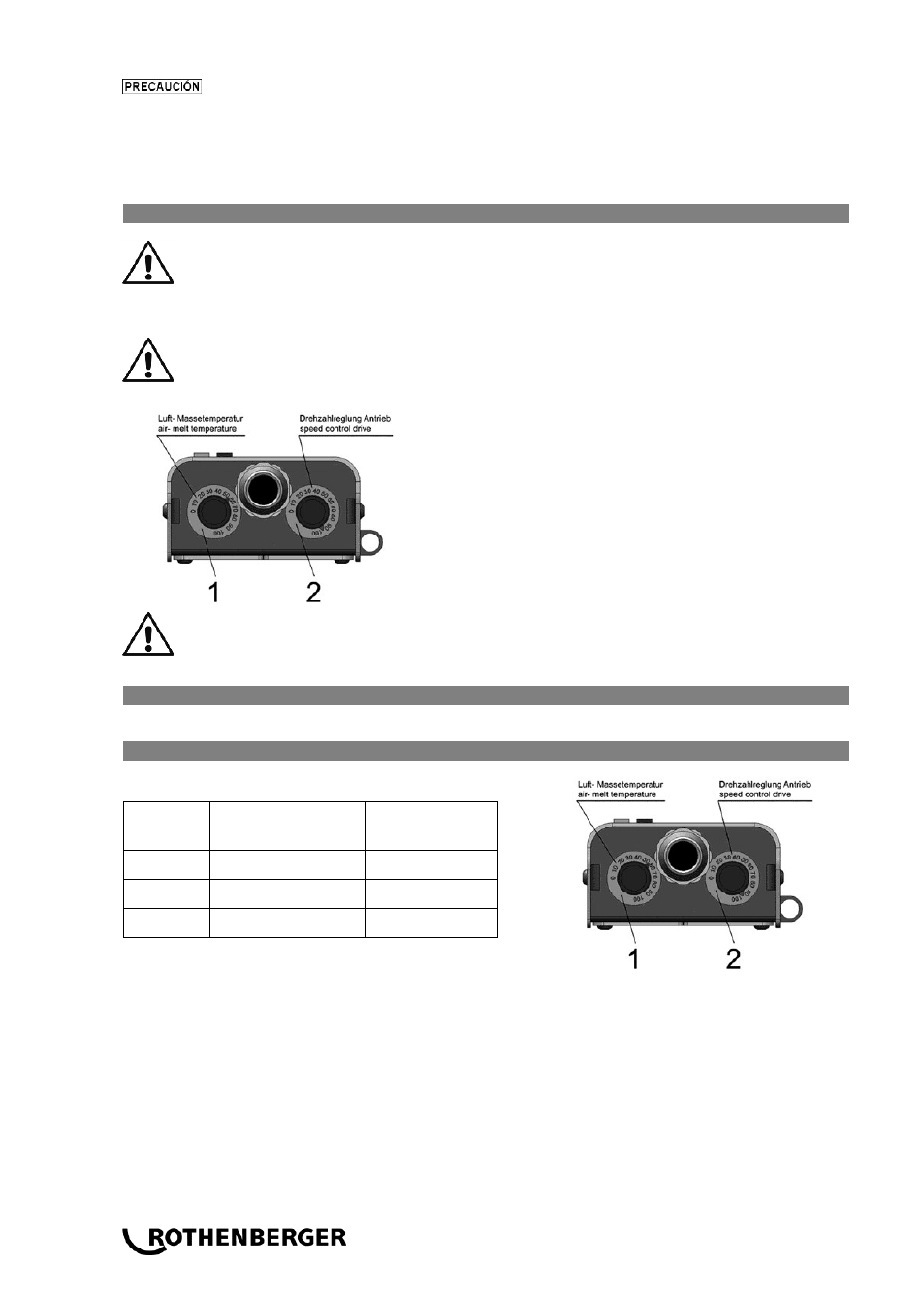
Antes de interrupciones largas de trabajo (aprox. 15-30min), establezca el
controlador de temperatura como estaba en un inicio (1) por 2 posiciones (riesgo de
sobrecalentamiento de derretimiento en la cámara de derretimiento). Establezca el controlador
de temperatura a la de soldaje de nuevo en aprox. 5 min. antes de retomar el trabajo.
Antes de retomar el trabajo de soldaje, la temperatura debe ser reiniciada y revisada en la
extrusora en uso utilizando un termómetro externo.
5.4.5 Apagado
Observe la sección de “Seguridad”.
•
Después de completar el trabajo de soldaje, apague la unidad de corriente y deposite la
extrusora como se muestra en la ilustración (ver la sección precedente).
No deje la extrusora manual desatendida.
•
Gire el botón (1) a la posición “0” para desactivar el circuito de calentamiento.
¡Mantenga el suplemento de aire de la extrusora hasta que la unidad se haya
enfriado completamente!
•
Jale el interruptor principal.
5.4.6 Transporte/almacenamiento
Asegúrese de haber leído las instrucciones de la sección “Transporte/almacenamiento“.
5.5
Establezca las temperaturas en el controlador de temperatura
Gráfica de temperaturas:
Material Temperatura de
fusión
Temperatura
del aire
PP
200 – 240 °C
250 – 300 °C
PE
200 – 240 °C
250 – 300 °C
PVDF
240 – 260 °C
280 – 350 °C
Si se necesitan otras temperaturas, los establecimientos correspondientes se pueden hacer en
el controlador de temperatura.