B0ard components and troubleshooting, Air feed progression set-up – Rapid-Air MULTI-STROKE CONTROL User Manual
Page 4
There.are.two.switches.on.the.
board.for.changing.the.operation.
of.the.cut-to-length.
1. The first switch is a bat or toggle
switch. It is located just above
the transformer on the board.
when the switch position is to the
left of the board, then the air feed
will run at a normal speed.
when the switch position is to
the right of the board or facing
the board connector, then the
speed of the cycle with the feed
rate potentiometer set at “low”
would be equal to the normal
setting with the feed rate
potentiometer set at “high”.
A. Set bat switch left and turn
feed rate potentiometer to
high. Record cycles per
minute.
B. Set bat switch right and
turn feed rate
potentiometer to low. Cycles
per minute should be
about the same as in “A”.
Turn feed rate to high and
record cycles per minute.
2. The second switch is a slide
switch. It is located in the upper
middle of the board. when the
switch is set to the lower
position, the control can be
started by turning the selector
switch from stop to start and then
releasing it, or by an input from
the feed switch to start the cycle.
If the slide switch is set to the
upper position, the control can
only be started by a machine
movement and that is not possible
on an economy cut-to-length unit.
There.are.5.lights.on.the.board.for.
trouble.shooting.purposes.
1. light (l1) is the cycling light,
whenever it is on, the air feed
solenoid should be energized.
2. light (l2) is the selector switch
in run mode light. whenever the
selector switch is in the run
b0Ard comPonents And troubleshootinG
position this light will be on.
3. light (l3) is the selector switch
in start mode light. whenever
the selector switch is in the
start position this light will
be off.
4. light (l4) is the reset signal
device input. If the unit is in run
mode and the reset signal is
activated, the light will be out
for as long as the reset signal
is present.
5. light (l5) is the preset count
complete. whenever the preset
count, set with strokes.per.cycle
selector switch has been
reached, the light will be on and
stay on until the reset signal has
been activated.
There.are.2.fuses.on.the.board
1. fuse (f1) is the fuse for the air
feed solenoid and is a 5 amp
Pico fuse.
2. fuse (f2) is the main board fuse
and is a 5 amp Pico fuse.
The feed guide rollers are adjustable
by loosening the machine screws and
moving the rollers to the desired posi-
tion. for best results the stock should
be centrally located in the feed.
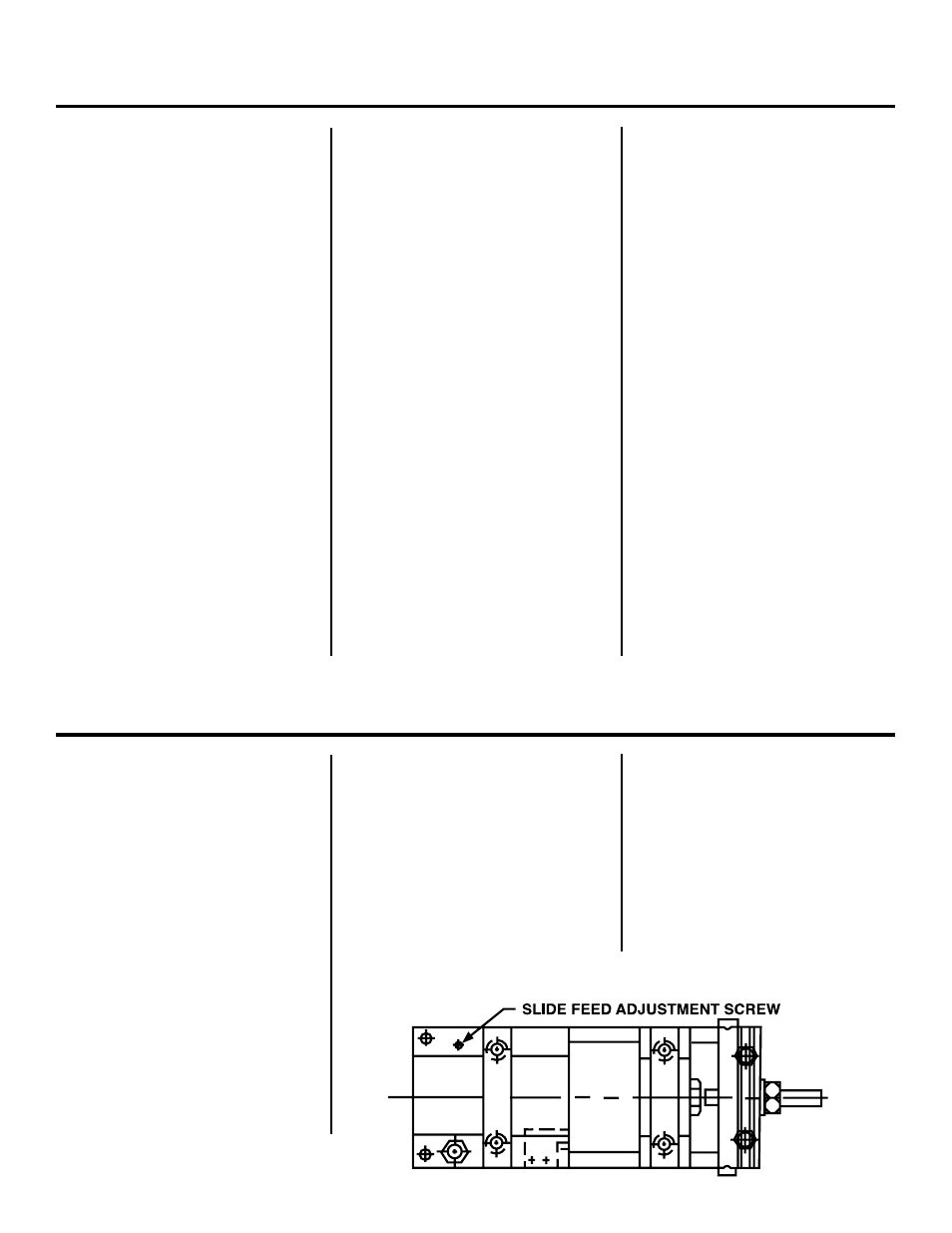
The notches in the guide rails provide
for coarse feed adjustment of the stop
block. The final feed adjustment for
stroke length is made by the screw in
the center of the stop block. The final
feed adjustment is aided by the use
of accurately dimensioned spacers
or gage blocks placed between
the adjusting screw and the main
cushion bolt. The air pressure should
be turned on to keep the slide block
tight against the main body.
with the air pressure turned off, the
material is then inserted between the
guide rollers and passed under the
feed clamp. lift the stock clamp and
push the material through to the start-
ing position. Turn on the air (75-120
PSI) and the feed is ready to operate.
The last adjustment, if necessary,
would be the speed adjusting
valve. The valve adjustment is
located on top of the main body
on the opposite side of the actuating
valve. Adjust the screw for
minimum impact by turning
clockwise. for faster speed
turn counterclockwise.
when the impact is high, slippage
is possible resulting in poor
repeatability as well as part fatigue.
Refer to the diagram below.
Air feed ProGression set-uP