Operating controls, Operating instructions, Saw blades – Wilton 8201VS User Manual
Page 10
10
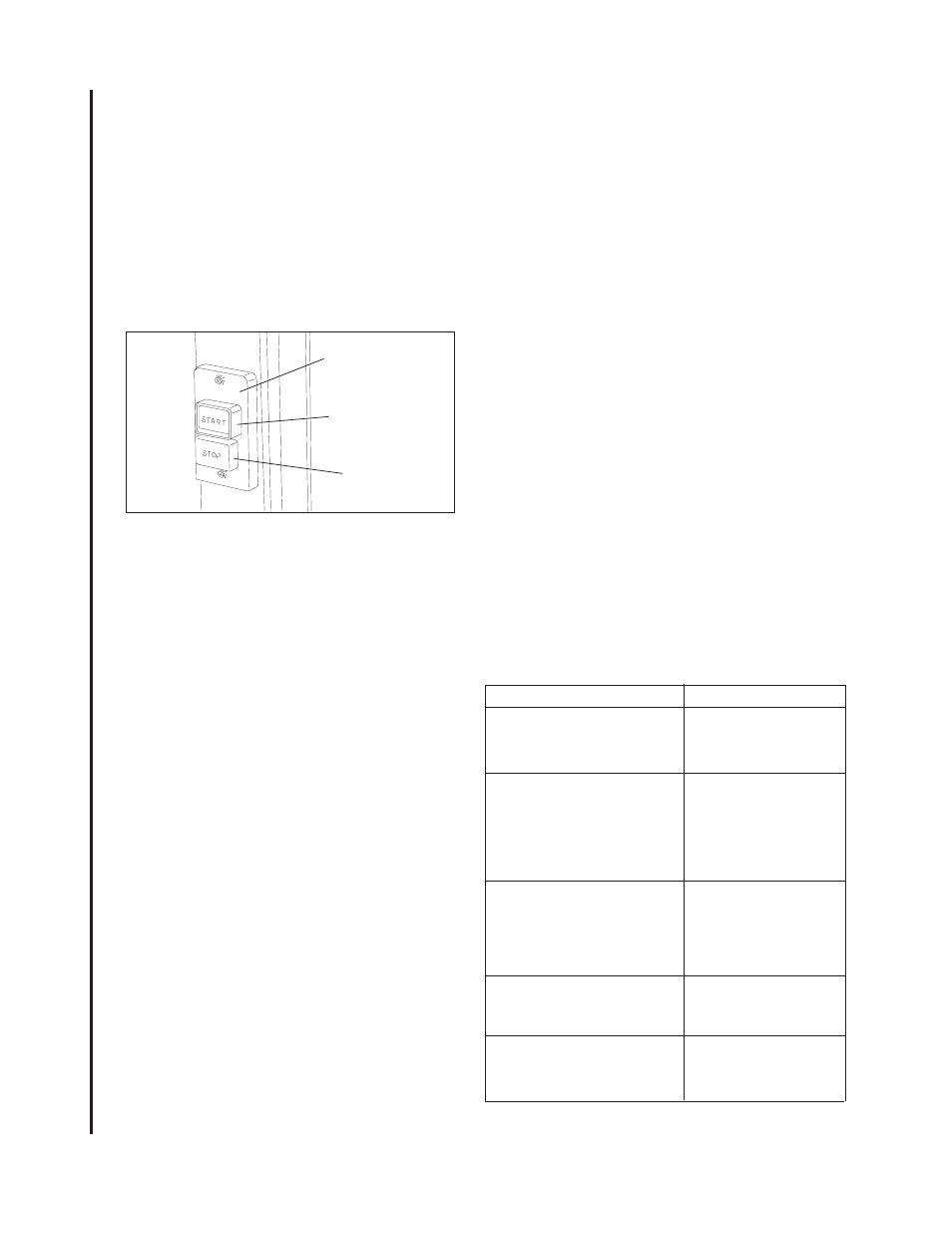
Operating Controls
START/STOP Switch
The START/STOP switch (refer to Figure 5) is
used to turn on the band saw drive motor. The
START switch has a molded guard which prevent
inadvertent pressing of the START pushbutton.
The STOP pushbutton is not guarded to allow use
as an E-stop in an emergency.
Variable Speed Control
The variable speed control (refer to Figure 9) is
used to change the speed of the saw blade. Refer
to Adjusting Blade Speed for additional informa-
tion on the use of the variable speed control.
Operating Instructions
Saw blades
The Wilton 14-inch saws accept blades from 1/8-
inch wide to 3/4-inch wide. The narrower widths
are used for cutting shapes or circles; the wider
widths are used for straight cuts.
For straight cuts, use the widest available saw
blade. A wide blade provides cutting stability, and
allows for more accurate and straighter cuts.
Blade speed effects the efficiency of the cut and
the service life of the blade. Good shop practice
requires that work-hardening materials, such as
stainless steel, require the cut be completed in a
single pass. Otherwise, the effect of stopping the
cut can result in hardening of the cut interface.
Other materials such as wood require higher blade
speeds to prevent fiber tearing. The chart in
Figure 5. START/STOP Controls
START/STOP Switch
Guarded START
Switch
E-Stop
Figure 6 provides suggested blade speeds for
various
types of materials. The recommended speeds
should be decreased 30 to 50% when using
carbon steel blades. (The chart provides speeds
that are based on cutting a 4-inch thick work piece
using a bi-metal blade without cutting fluid.)
The following conditions should also be consid-
ered:
1. Increase speed 15% for materials 1/4-inch
thick, 12% for 3/4-inch thick, 10% for 1 1/4-
inch thick, and 5% for 2 1/2-inch thick.
2. Decrease speed 12% when cutting 8-inch thick
material.
To avoid tooth breakage, select a blade-tooth pitch
that will have two or more teeth in contact with the
workpiece at all times.
Different blade materials and tooth geometry (pitch
and set) permit sawing a wide range of common
and exotic materials. Contact your industrial
distributor for recommendations on specialized
blades. Using the corrrect blade can save you
time, trouble, and the possibility of dulling and
pemature discarding of the blade you normally
might use. NOTE: Always use a sharp blade.
SHARP BLADES ARE CHEAP INSURANCE
AGAINST POOR CUTTING EFFICIENCY AND
ACCELERATED MACHINE WEAR.
Material being cut
165
160-165
115
90-100
105-135
90-115
80-140
105-115
40-80
40-70
80-100
55-90
55
90
40
40-45
25-40
3000
3000
3000
80-160
3000
3000
3000
3000
Structural steel shapes
Low carbon steel
Medium carbon steel
High carbon steel
Cr-moly steel
Ni-Cr-moly steel
Chromium steel
Cr-vanadium steel
Tool steel
Stainless steel
Free machining steel
Cast iron
Copper alloy (CU-Zm)
Bronze
Al-bronze
Monel
Titanium alloy
Aluminum (soft)
Aluminum (T-6+)
Carbon
Slate
PTFE sheet, rod, rounds
Hard rubber
Plywood
Other woods
Speed (SF/M) range
Figure 6. Blade Speed to Material Chart
Operating Instructions