Operation – Lincoln Electric INVERTEC V350-PRO IM679-A User Manual
Page 18
B-7
OPERATION
B-7
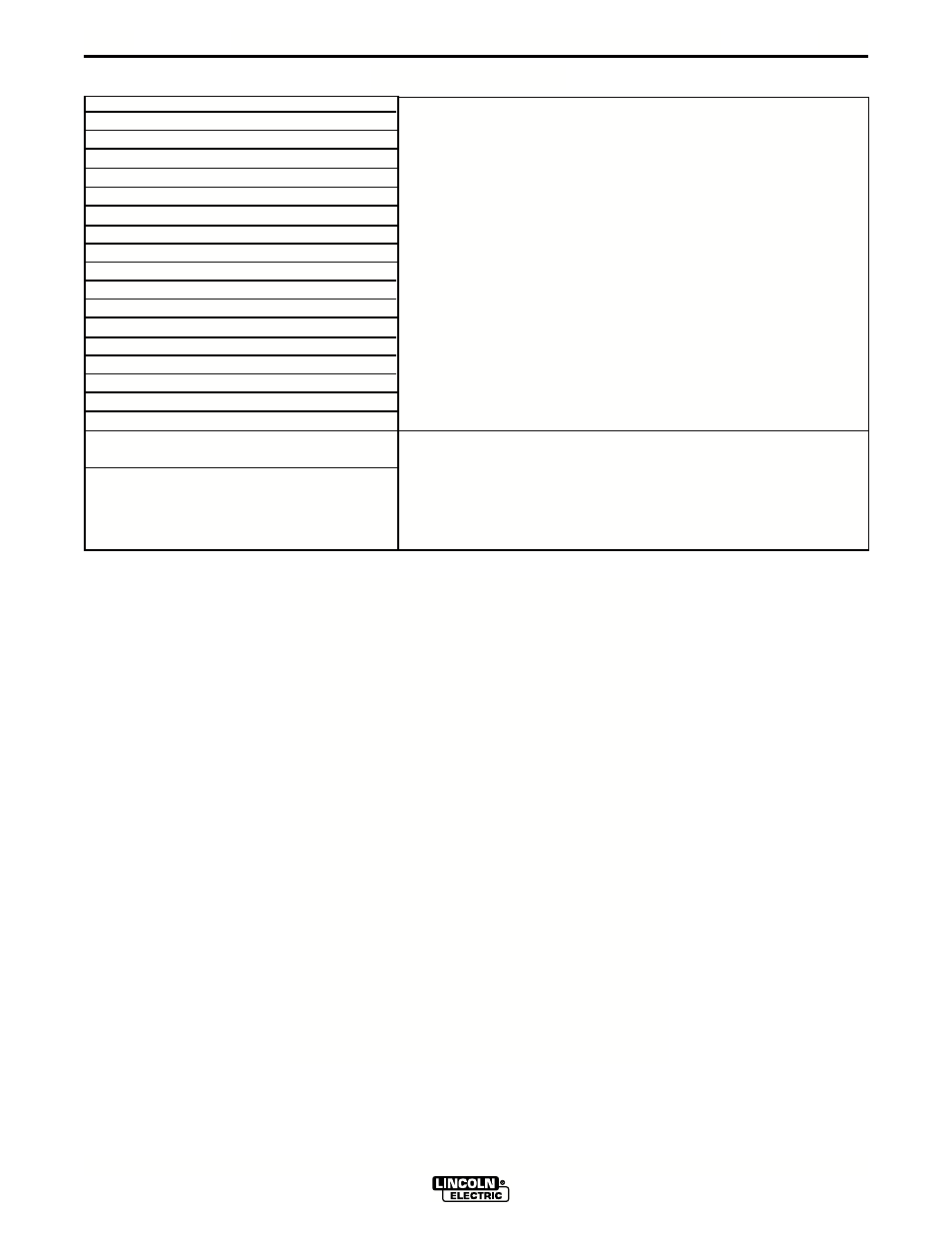
PULSE PROGRAMS:
V350-PRO
.030 Steel
65 - 1200
.035 Steel
55 - 800
.045 Steel
50 - 700
.052 Steel
75 - 550
.045 Metal Core
50 - 650
.052 Metal Core
50 - 500
.030 Stainless Ar Blends
85 - 770
.030 Stainless He Ar CO2
110 - 770
.035 Stainless Ar Blends
65 - 770
.035 Stainless He Ar CO2
75 - 770
.045 Stainless Ar Blends
50 - 600
.045 Stainless He Ar CO2
50 - 600
.035 Aluminum 4043
100 - 700
.035 Aluminum 5356
115 - 740
3/64 Aluminum 4043
80 - 550
3/64 Aluminum 5356
85 - 700
1/16 Aluminum 4043
75 - 325
1/16 Aluminum 5356
75 - 450
.035 Nickel Alloys
80 - 700
.045 Nickel Alloys
75 - 550
The V350 non synergic pulse programs allow independent control
of the wire feed speed and the arc length. The V350 Output Control
Knob adjusts the arc length similar to other processes. When oper-
ating in a pulse mode, the V350 displays a reference number as
the relative arc length. (Range given in center column.) Setting this
reference number to the actual wire feed speed of the feeder will
product close to the right arc length. The V350's output knob can
then be adjusted to dial in the correct arc length.
The Arc Control knob will fine tune the arc length to obtain the
desired results.
The Nickel Alloy pulse programs are non adaptive. The operator
sets the output control knob to deliver the correct arc length at
desired wire feed speed and stick out. While welding, the operator
manipulates the stick out to maintain the correct arc length. This
method of operation produces very stable arc performance consid-
ering the nature of nickel alloys.
LN-10/DH-10 Wire Feeder Compatibility Note:
The LN-10 and DH-10 feeders can be used to pulse
weld and in the power mode with the panel. The dis-
plays on the LN-10 & DH-10 do not show the wire
feed speed or power.
8. HOT START and ARC CONTROL
features
have different functions depending on the welding
Mode that is active. Each feature is described under
the welding mode heading. (See Item 7 or 7.A for
specified Mode Operations) (See Figure 1.A or
2.A)