Operation, Figure b.2 – Lincoln Electric INVERTEC V450-PRO User Manual
Page 19
B-4
OPERATION
B-4
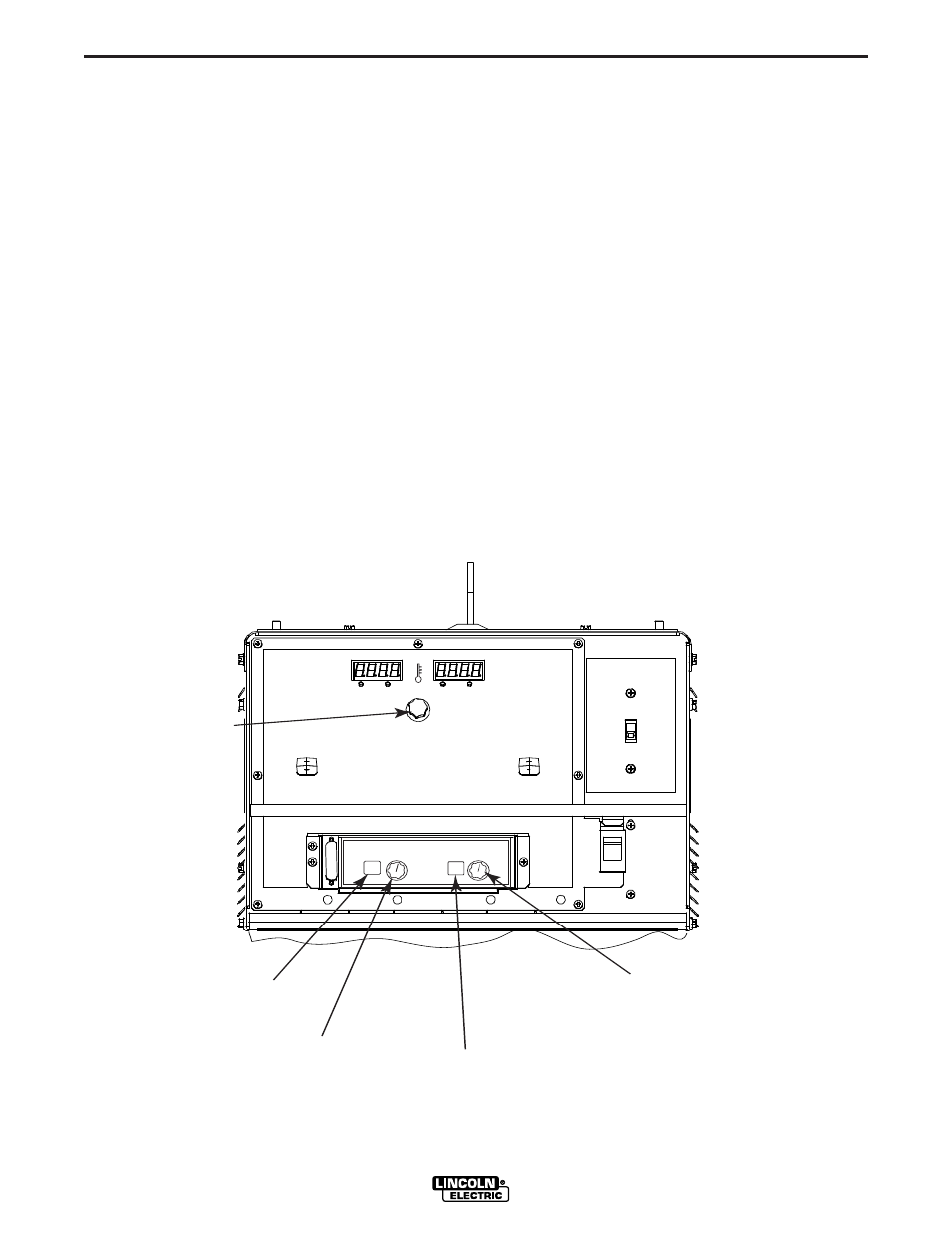
8A. WELD MODE SELECT-FOR
MACHINES EQUIPPED WITH OPTIONAL
ADVANCED PROCESS PANEL
(See Figure B.2 UPPER AND MIDDLE SECTION)
See (WELD MODE DETAILS) in this section.
Select knob is used to scroll through all Welding
modes. The Memory button is used to store and/or
access Welding information into locations M1 thru M8.
Modes:
In addition to the 5 welding modes described in SEC-
TION 7, the Advance Process Panel allows you to
select the Following additional modes.
•
Constant Power mode
In the Power Mode;
The work point will be in the Volts window. The
Amp window will have CP displayed indicating
Constant Power. Once current starts flowing and
during the 5 second
“
Hold
”
feature the displays will
show Volts and Amps respectively.
IINVERTEC V450-PRO (CE)
•
Gouge Mode
The gouging mode is specifically designed for car-
bon arc gouging with electrodes up to 3/8
”
.
•
Pulsed Modes
In Pulse Modes;
The work point will be in the Amps window and
should be set close to the wire feed speed of the
wire feeder in inches per minute. The Volts window
will have SPd displayed indicating Wire Feed
Speed. Once current starts flowing and during the 5
second
“
Hold
”
feature the displays will show amps
and volts.
Pulse Mode features that are displayed while selecting
a Welding pulse mode are listed below;
Steel - .030
”
, .035
”
, .045
”
, .052
”
, 1/16
” –
Argon Blends
Stainless Steel - .030
”
, .035
”
, .045
” –
Argon Blends &
Helium/Argon Blends
Aluminum - .035
”
, 3/64
”
, 1/16
” –
4043 & 5356
Metal Core - .045
”
, .052
”
, 1/16
” –
Argon Blends
Nickel - .035
”
, .045
” –
Argon/Helium blends
OUTPUT KNOB
REMOTE
REMOTE
ON
ON
REMOTE
REMOTE
LOCAL
LOCAL
WELD
WELD TERMINALS
TERMINALS
CONTR
CONTROL
OL
SELECT
SELECT
SELECT
SELECT
MPS
MPS
A
OL
OLTS
TS
V
ADVANCE PROCESS PANEL- MIDDLE SECTION OF WELDER (OPTIONAL)
MEMOR
MEMORY
MEMORY BUTTON
(M1 THRU M8)
SELECT BUTTON
(HOT START OR ARC CONTROL)
ADJUST KNOB
(0 THRU +10 HOT START)
(-10 THRU 0 AND 0 THRU +10 ARC CONTROL)
SELECT KNOB
(SCOLLS WELDING PROCESSES)
SELECT
SELECT
ADJUST
ADJUST
SELECT
SELECT
FIGURE B.2