Installation, Nput voltage connection procedure, Electrode and work cable connections – Lincoln Electric INVERTEC V450-PRO User Manual
Page 12: Caution warning, Input fuse and supply wire considerations
A-3
INSTALLATION
INVERTEC V450-PRO (CE)
A-3
INPUT FUSE AND SUPPLY WIRE
CONSIDERATIONS
Refer to the Technical Specifications at the beginning
of this Installation section for recommended fuse and
wire sizes.
Fuse the input circuit with the recommend-
ed super lag fuse or delay type breakers (also called
“inverse time” or “thermal/magnetic” circuit breakers).
Choose an input and grounding wire size according to
local or national electrical codes. Using fuses or circuit
breakers smaller than recommended may result in
“nuisance” shut-offs from welder inrush currents, even
if the machine is not being used at high currents.
I
NPUT VOLTAGE CONNECTION
PROCEDURE
Only a qualified electrician should connect the
input leads to the V450-PRO (CE). Connections
should be made in accordance with all local and
national electrical codes and the connection dia-
gram located on the inside of the reconnect/input
access door of the machine. Failure to do so may
result in bodily injury or death.
------------------------------------------------------------------------
Use a three-phase supply line. A 1.75 inch (45 mm)
diameter access hole for the input supply is located on
the case back. Connect L1, L2, L3 and ground accord-
ing to the Input Supply Connection Diagram decal
located on the inside of the input access door.
NOTE: Turn main input power to the machine OFF before performing connection procedure. Failure to
do so will result in damage to the machine.
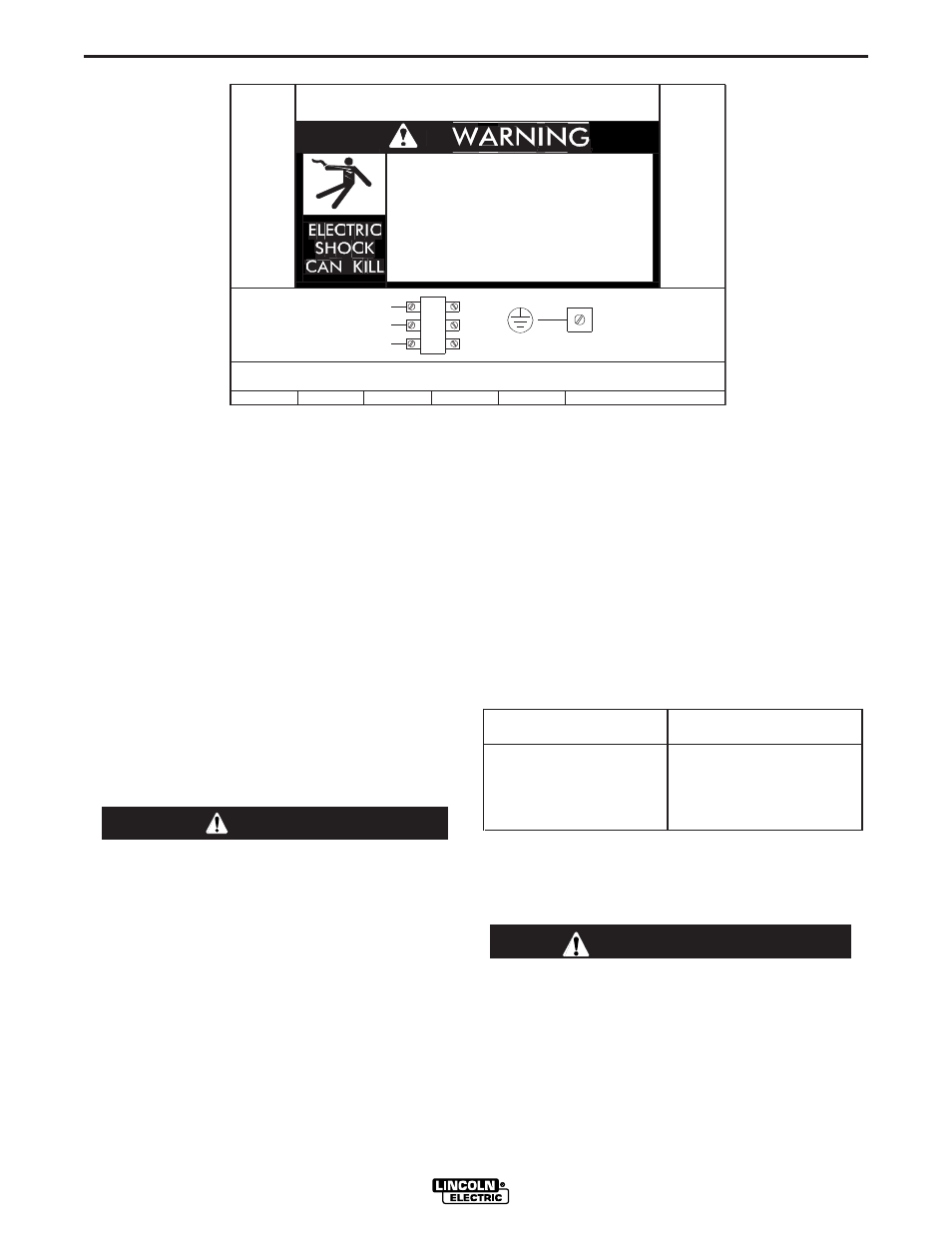
FIGURE A.1 - CONNECTION DIAGRAM ON CONNECTION/INPUT ACCESS DOOR
W / L3
V / L2
U / L1
THE LINCOLN ELECTRIC CO. CLEVELAND, OHIO U.S.A.
XA
S24190
use or service this equipment.
Do not touch electrically live parts.
removed.
Only qualified persons should install,
Do not operate with covers
inspecting or servicing machine.
Disconnect input power before
.
.
.
.
CR1
INPUT SUPPLY CONNECTION DIAGRAM
ELECTRODE AND WORK CABLE
CONNECTIONS
Connect a work lead of sufficient size and length (Per
Table 1) between the proper output terminal on the
power source and the work. Be sure the connection to
the work makes tight metal-to-metal electrical contact.
To avoid interference problems with other equipment
and to achieve the best possible operation, route all
cables directly to the work and wire feeder. Avoid
excessive lengths and do not coil excess cable.
Minimum work and electrode cable sizes are as follows:
TABLE A.1
(Current (60% Duty Cycle)
MINIMUM COPPER
WORK CABLE SIZE AWG
Up To-100 Ft. Length (30 m)
400 Amps
2/0 (67 mm
2
)
500 Amps
3/0 (85 mm
2
)
600 Amps
3/0 (85 mm
2
)
NOTE: K1796 coaxial welding cable is recommended
to reduce the cable inductance in long cable lengths.
This is especially important when Pulse welding up to
350 amps.
When using inverter type power sources like the
V450-PRO (CE), use the largest welding (electrode
and work) cables that are practical. At least 2/0 (67
mm
2
) copper wire - even if the average output cur-
rent would not normally require it. When pulsing,
the pulse current can reach very high levels.
Voltage drops can become excessive, leading to
poor welding characteristics, if undersized weld-
ing cables are used.
------------------------------------------------------------------------
CAUTION
WARNING