Grizzly T10125 User Manual
Page 3
-3-
T10125 6" spiral Cutterhead
13. Tighten the spiral cutterhead in place, and
ensure both pulley setscrews are tight.
14. using the straightedge and feeler gauge set,
inspect the cutterhead parallelism with the
outfeed table as shown in
figure 7. With the
straightedge in position, raise or lower the
outfeed table until the cutterhead body (not
the carbide insert) just touches the straight-
edge.
HigV^\]iZY\Z
Dji[ZZYIVWaZ
figure 7.
Checking cutterhead parallelism.
15. Move the straightedge to the other side to
determine if one end of the cutterhead body
is higher/lower than the other. (place the
feeler gauge between the cutterhead body
and the straightedge to determine the height
difference.)
—if the cutterhead is even or within 0.004"
with the outfeed table from one side to the
other, skip to
step 18.
—if the cutterhead is over 0.004" from one
side to the other, go to
step 16.
16. loosen the hex nuts securing both bearing
block studs, lift the spiral cutterhead slightly,
then place a shim beneath the bearing block
that needs to be adjusted.
note: Use the shims from your old cutterhead
if available. If not available, newspaper is
approximately 0.003" thick and will work for
shimming (we don't recommend shimming
more than 0.004" on either side, as this may
affect how the bearing block seats in the cast-
ing).
17. repeat steps 14–16 and adjust if necessary,
then tighten the hex nuts on the bearing block
studs.
18. place a straightedge on the outfeed table
so it extends over the cutterhead, and rotate
the cutterhead pulley until one of the carbide
inserts is at top-dead-center (TDC), as shown
in
figures 8 & 9.
figure 9. setting outfeed table height.
figure 8. Cutterhead insert at top-dead-center.
Ide9ZVY
8ZciZg
7diidb9ZVY
8ZciZg
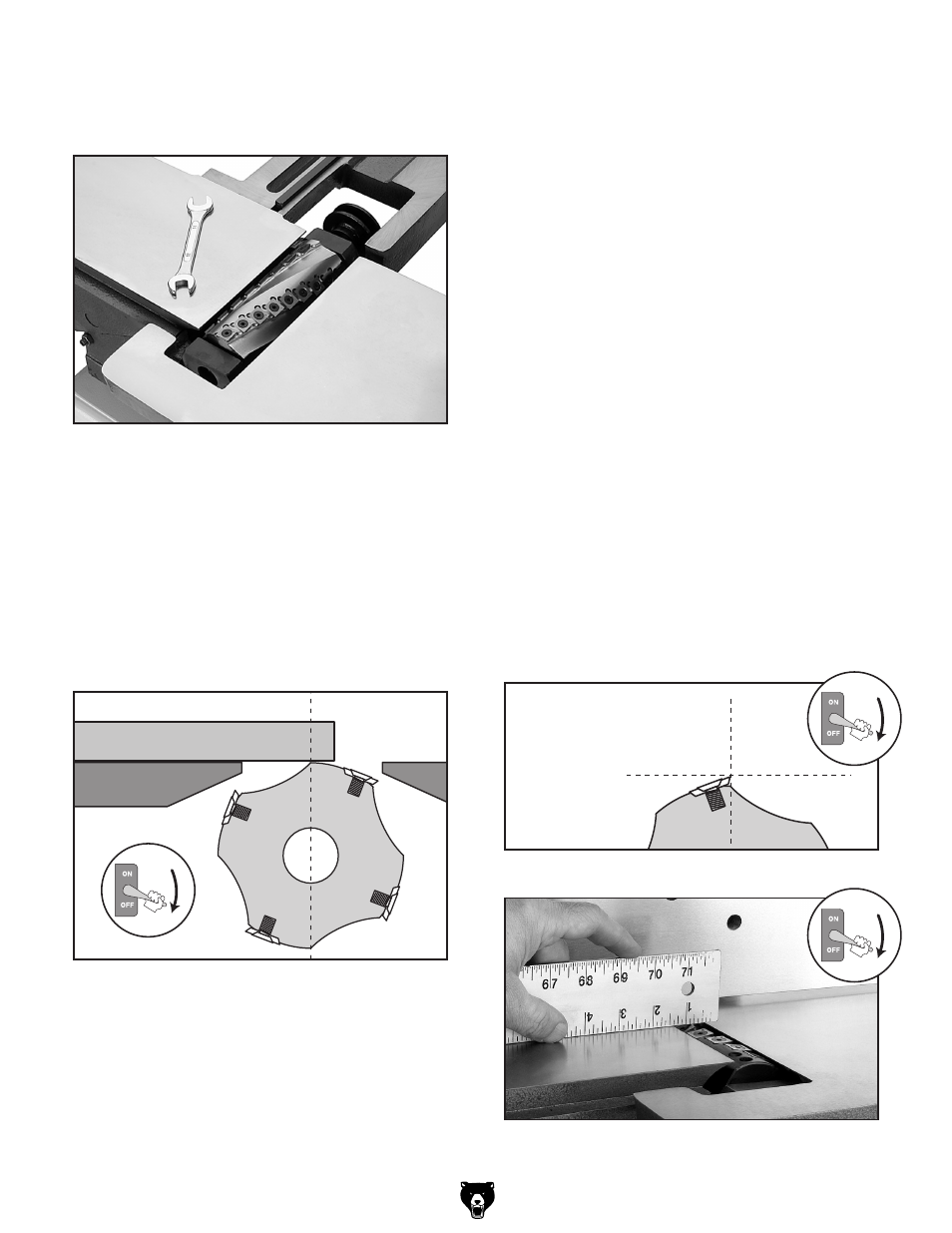
figure 6. example of spiral cutterhead installed.
12. install the cutterhead (figure 6) with the
lock washers and hex nuts removed in
step
5.