Disassembly / assembly of bearing housing, Installation of bushings, Disassembly – Viking Pump TSM680: 895, 893 and 897 Mag Drive User Manual
Page 10: Assembly, Carbon graphite, Silicon carbide
SECTION TSM
680
ISSUE
G
PAGE 10 OF 17
DISASSEMbLY / ASSEMbLY OF
bEARING HOUSING
DISASSEMbLY
The bearing housing features two sealed ball bearings along
with an outer magnet assembly. If further disassembly of this
unit is required, proceed as follows:
1. Cover the open end of the outer magnet with a piece of
sheet metal or cardboard. This will keep foreign material
out of the magnet area. Set the assembly face down
with the shaft pointing up and remove the hand knobs.
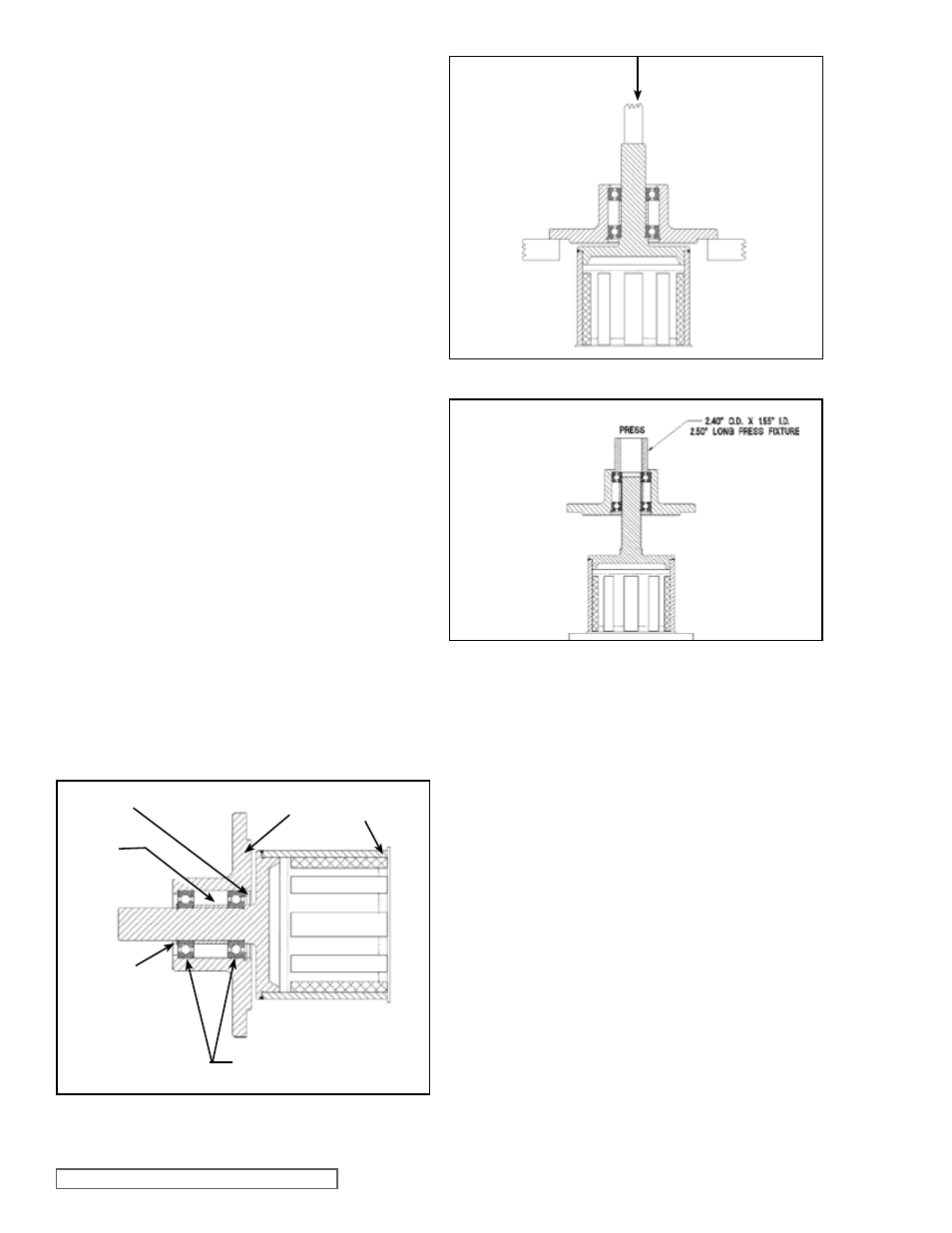
2. Remove the external retaining ring from shaft, place the
unit into a press and push out shaft as shown in
Figure
24. Support the outer magnet to prevent it from dropping
and possibly being damaged.
3. Remove the internal retaining ring and press out the
bearings.
ASSEMbLY
1. Press one (1) bearing into the housing bore. The
pressing tool (2.40” OD x 1.55” ID x 3” long) must seat
on both the inner and the outer bearing races. Position
the bearing spacer in the bore and insert the second
bearing. Press down, insuring the bearing spacer is
centered between the inner bearing races, until the
bearings bottom out. Install the internal retaining ring
into the bearing housing.
2. Set the outer magnet assembly upright in press. Slide
the bearing housing over the shaft of the outer magnet
assembly until it meets resistance as shown in
Figure
25. Place the pressing tool on the end of the bearing
and press the housing down until the bearing bottoms
out on the shaft shoulder. Install the external retaining
ring on the shaft of outer magnet assembly.
INSTALLATION OF bUSHINGS
CARbON GRAPHITE
When installing carbon graphite bushings, extreme care
must be taken to prevent breaking. Carbon graphite is a
brittle material and easily cracked. If cracked, the bushing
will quickly disintegrate. Using a small amount of lubricant
on the bushing and mating part will help facilitate installation.
The additional precautions listed below must be followed for
installation:
1. An arbor press must be used for installation.
2. Be certain the bushing is started straight.
3. Do not stop the pressing operation until the bushing is in
the proper position; starting and stopping will result in a
cracked bushing.
4. Check the bushing for cracks after installation.
SILICON CARbIDE
When installing silicon carbide bushings into a metal part,
the mating part must be heated to 600 °F (preferably in an
oven). The bushing must be put into the proper position
quickly before the mating part cools down and the bushing
heats up. Failure to follow this procedure will result in
cracked bushings.
PRESS
FIGURE 24
FIGURE 25
FIGURE 23
SHEET METAL
COVER 6.50”
SQUARE
BEARING
HOUSING
BALL BEARINGS
EXTERNAL
RETAINING
RING
SPACER
INTERNAL
RETAINING
RING