4. process/polarity table, 5. changing polarity – Hobart Welding Products 187 User Manual
Page 19
OM-228 187 Page 15
5-4. Process/Polarity Table
Process
Polarity
Cable Connections
Cable To Gun
Cable To Work
GMAW − Solid wire with shield-
ing gas
DCEP − Reverse polarity
Connect to positive (+) out-
put terminal
Connect to negative (−) output
terminal
FCAW − Self-shielding wire −
no shielding gas
DCEN − Straight Polarity
Connect to negative (−)
output terminal
Connect to positive (+) output
terminal
CHANGING
POLARITY
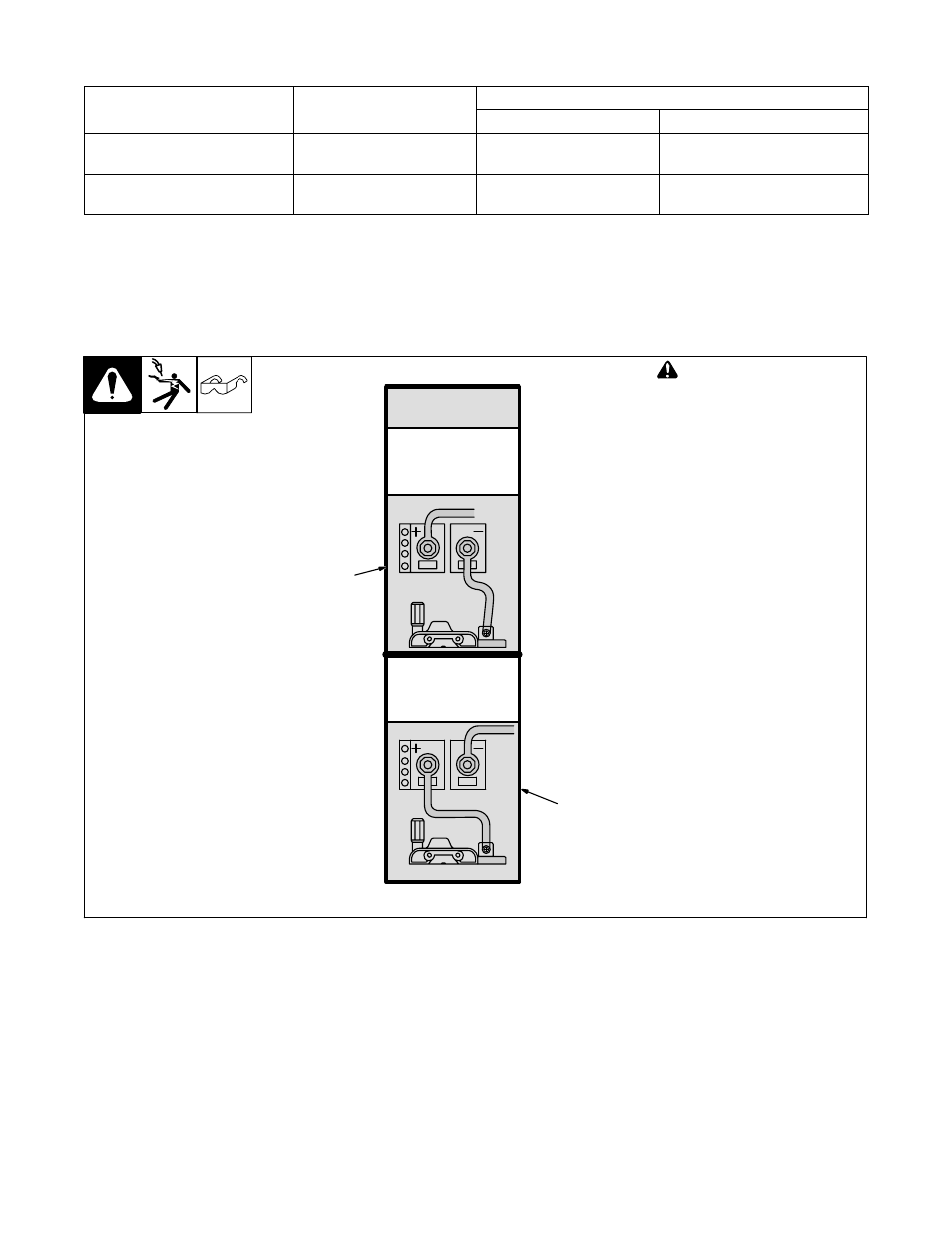
5-5. Changing Polarity
!
Turn off welding power
source.
1
Lead Connections For Direct
Current Electrode Negative
(DCEN)
2
Lead Connections For Direct
Current Electrode Positive
(DCEP)
Always read and follow wire
manufacturer’s recommended
polarity, and see Section 5-4.
Close door.
Ref. 209 228 / Ref. 209 229
1
2
DCEN
Electrode negative for
flux cored wire
DCEP
Electrode positive for
solid wire
.
Connection hardware must be tightened
with proper tools. Do not just hand tighten
hardware. A loose electrical connection
will cause poor weld performance and
excessive heating at the terminal block.