English – Epson D28402 User Manual
Page 11
English
10
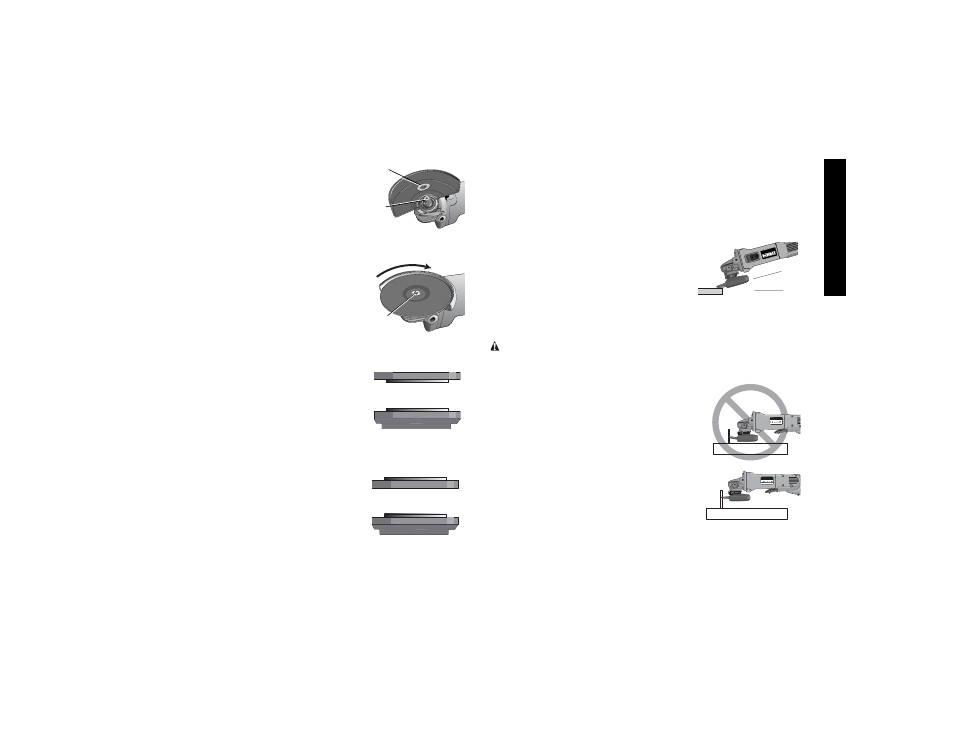
Depressed center Type 27 grinding wheels
must be used with included flanges. See
page 6 of this manual for more information.
1. Install the unthreaded backing flange
(G) on spindle (D) with the raised section
(pilot) against the wheel. Be sure the
backing flange recess is seated onto the flats of the spindle by
pushing and twisting the flange before placing wheel.
2. Place wheel against the backing flange,
centering the wheel on the raised sec-
tion (pilot) of the backing flange.
3. While depressing the spindle lock but-
ton, thread the clamp nut (H) on spin-
dle. If the wheel you are installing is
more than 1/8" (3.31mm) thick, place
the threaded clamp nut on the spindle
so that the raised section (pilot) fits into
the center of the wheel. If the wheel you
are installing is 1/8" (3.31mm) thick or
less, place the threaded clamp nut on
the spindle so that the raised section
(pilot) is not against the wheel.
4. While depressing the spindle lock button,
tighten the clamp nut with a wrench.
5. To remove the wheel, depress the spin-
dle lock button and loosen the threaded
clamp nut with a wrench.
NOTE: If the wheel spins after the clamp nut
is tightened, check the orientation of the
threaded clamp nut. If a thin wheel is
installed with the pilot on the clamp nut
against the wheel, it will spin because the
height of the pilot prevents the clamp nut
from holding the wheel.
1/4" WHEELS
(6.35mm)
1/8" WHEELS
(3.31mm)
Backing Flange
Clamp Nut
Backing Flange
Clamp Nut
H
G
D
SURFACE GRINDING WITH GRINDING WHEELS
1. Allow the tool to reach full speed before touching the tool to the
work surface.
2. Apply minimum pressure to the work surface, allowing the tool
to operate at high speed. Grinding rate is greatest when the tool
operates at high speed.
3. Maintain a 20˚ to 30˚ angle between the
tool and work surface.
4. Continuously move the tool in a forward
and back motion to avoid creating
gouges in the work surface.
5. Remove the tool from work surface before turning tool off. Allow
the tool to stop rotating before laying it down.
EDGE GRINDING WITH GRINDING WHEELS
CAUTION: Wheels used for cutting and edge grinding may break
if they bend or twist while the tool is being used to do cut-off work or
deep grinding. To reduce the risk of serious injury, limit the use of
these wheels with a standard Type 27 guard
to shallow cutting and notching (less than
1/2" in depth). The open side of the guard
must be positioned away from the operator.
For deeper cutting with a Type 1 cut-off
wheel, use a closed, Type 1 guard. See
the chart on page 7 for more information.
Type 1 guards are available at extra cost
from your local dealer or authorized
service center.
1. Allow the tool to reach full speed before
touching the tool to the work surface.
2. Apply minimum pressure to the work surface, allowing the tool
to operate at high speed. Grinding rate is greatest when the
tool operates at high speed.
20˚-30˚