Function controls and indicator lights – Kemppi MinarcTig 180 User Manual
Page 11
10
MinarcTig
TM
180
© Kemppi Oy 0615
EN
and also the correct welding current selection, to ensure the core electrode filler material
and flux coating melt and burn efficiently for effective welding. The following table
provides a selection of welding current ranges for the various electrode sizes covered by
the output of the 180 amp MinarcTig
TM
machine in MMA welding mode.
MMA Electrodes and corresponding current settings range.
Electrode
diameter
1,6 mm
2,0 mm
2,5 mm
3,25 mm
Fe-Rutile
30–60 A
40–80 A
50–110 A
80–140 A
Fe-Basic
30–55 A
50–80 A
80–110 A
110–140 A
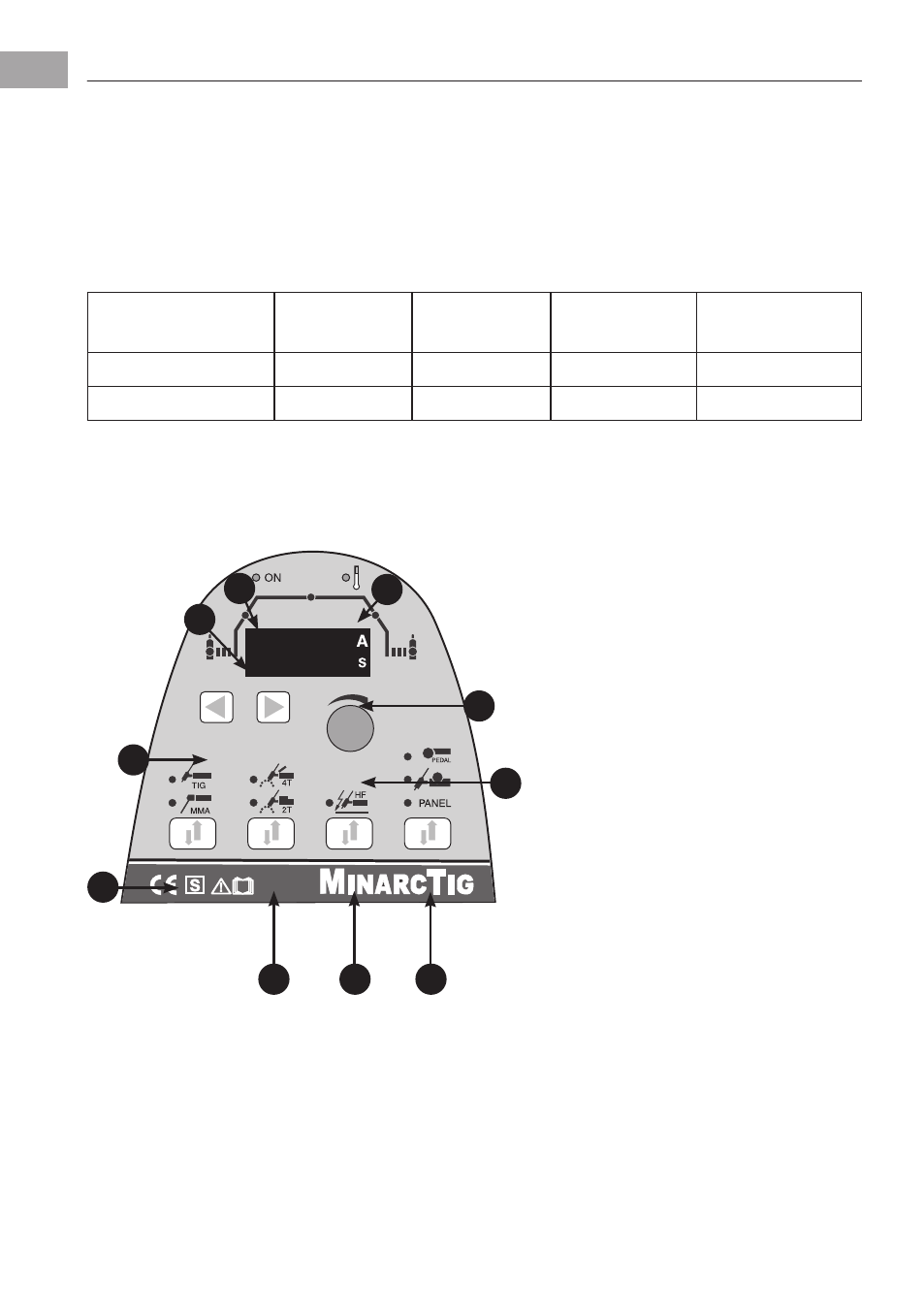
3.5. Function controls and indicator lights
1. Power ON indication lamp.
2. Pre/Post gas, slope up/slope down and main current parameter indicator lamps.
3. Welding parameter selector arrow keys for items 2.
4. Welding process selection button for MMA or TIG.
5. 2T or 4T TIG torch switch selection button. Select 2T – short welds. 4T – long welds.
6. High frequency ignition selection button.
7. Panel control, TIG Torch remote or foot pedal remote – current control selection
button.
8. Parameter adjustment and control encoder potentiometer.
1
2
10
9
8
3
4
5
6
7