Kemppi ProMXE User Manual
Page 7
KEMPPI PRO EVOLUTION, MXE / 0547 – 7
© KEMPPI OY
14
11
10
Use of stored welding situations, ON
a) Select ON (9).
b) Select the memory channel with CH- and CH+ keys.
c) Weld and carry out if necessary fine control for voltage/arc length from panel potentiometer (5)
or from remote control in case you have selected remote control mode (7).
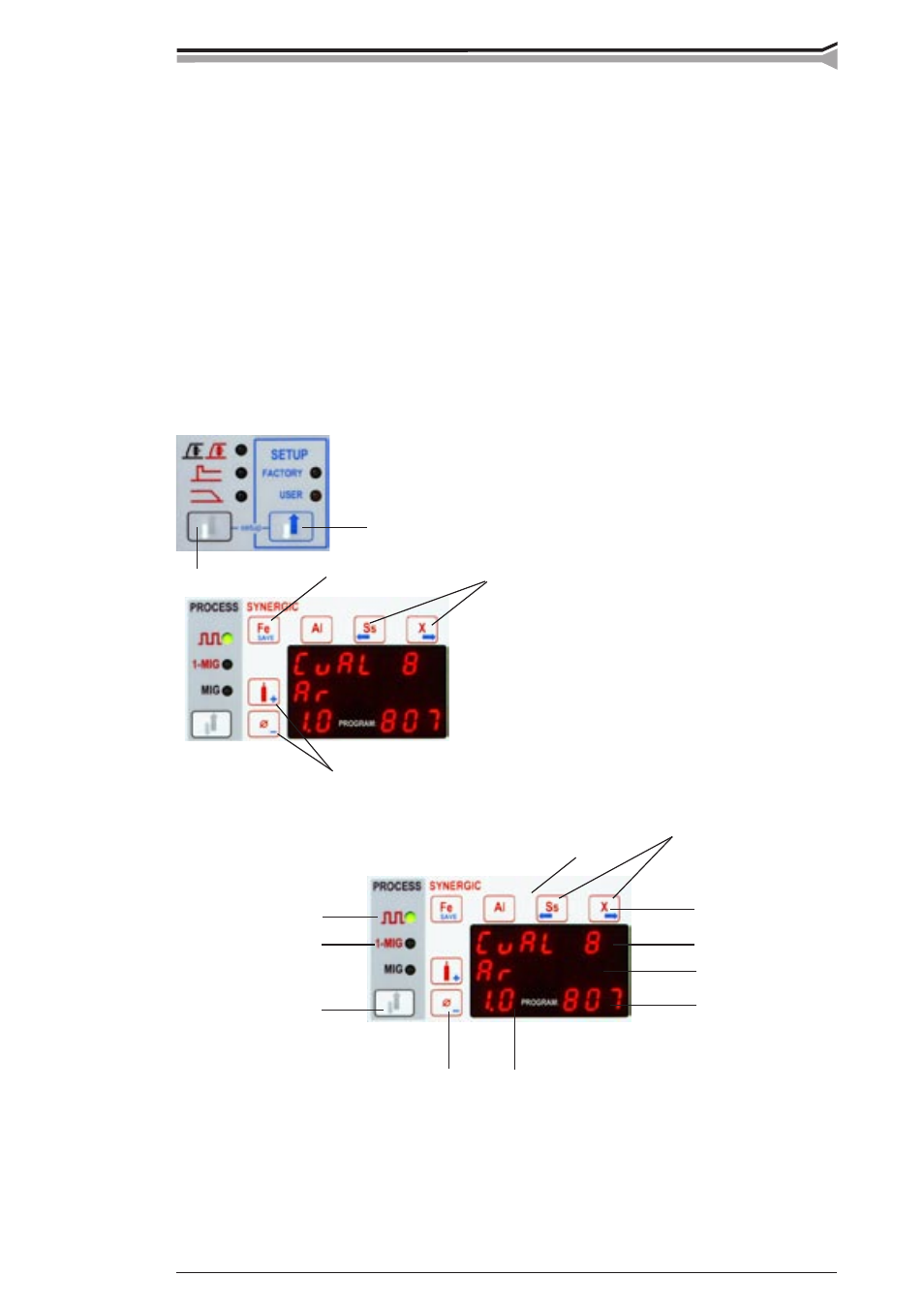
2.2.6. SETUP function
With SETUP function users can change many of such MIG, 1-MIG and PulsedMIG welding para-
meters, for which there is no own adjustment on the panel. They can also be changed in ON and SET
mode of the memory function. Such parameters are for example pre and post gas times and hot-start.
With SETUP key (14) user can choose to use either factory parameters (FACTORY) or parameter
values changed by himself (USER). You can change the parameters in change state. To go over to
change state and return from it is done by pressing two keys simultaneously (11 and 14), see picture.
Control panel keys, which have function in SETUP mode are marked with blue color. Functions
of SETUP mode: S = parameter selection, +/- = value adjustment up/down, M = parameter value
storing into memory.
M, storing into
memory
S, parameter selection
+/- , value adjustment
Activation of change state and return to welding state by
pressing two keys simultaneously (11 and 14).
2.2.7. 1-MIG and PulsedMIG synergic curves
Synergic PulsedMIG
Synergic MIG/MAG
MIG process selection
Material selection
Material display
Gas selection / display
Display of synergic
curve number
Wire diameter selection / display
The MXE panel includes factory curves/programs for synergic welding of the most common
materials. The factory curve is selected from selection block (10), where you first select mate-
rial, then gas and after that wire diameter, all these depending on filler wire and shielding gas
type you are using. Material selection is divided into 4 groups. Fe group: iron-based filler wires,
Al group: aluminium-based filler wires, Ss group: stainless filler wires and X group: special
wires. Synergic welding functions are marked with red colour. Enclosed tables for 1-MIG and
PulsedMIG synergic curves:
Moving back and forth in
SETUP functions