Reassembly, Edward v alves, Bolted bonnet/cover t orques – Flowserve V-376 R4 Edward Valves User Manual
Page 9: Step #1, Step #2, Step #3, Welding edward v alves into piping, Lubrication, Seat ring & bonnet/cover t orques
10
Flow Control Division
Edward V
alves
V
alves of the screwed bonnet/cover type
construction are sealed at the bonnet by
flat, soft metal gaskets and “O”- Rings.
Screwed-in seats are also sealed by “O”-
Rings. Such seals require smooth clean
sur
faces on body
, bonnet or seat. Bolted
bonnet valves, such as Fig. 848 type, are
sealed with spiral-wound gaskets. In all
valves, new gaskets (and “O”- Rings) are
recommended for reassembly
. Bonnet gas-
kets (and “O”- Rings) are inexpensive and
available out of factor
y stock.
V
alves with screwed bonnet/cover joints
require the bonnet threads to be well lubri-
cated and tightened to develop sufficient
gasket compression.
Bolted Bonnet/Cover T
orques
A torque wrench should be used for tight-
ening the bonnet, which is used to preload
the spiral-wound gaskets.
The following procedure is recommended:
1.
Guard against leakage by having these
capscrews tight at all times.
2.
Capscrews should be tightened to the
torque shown below
.
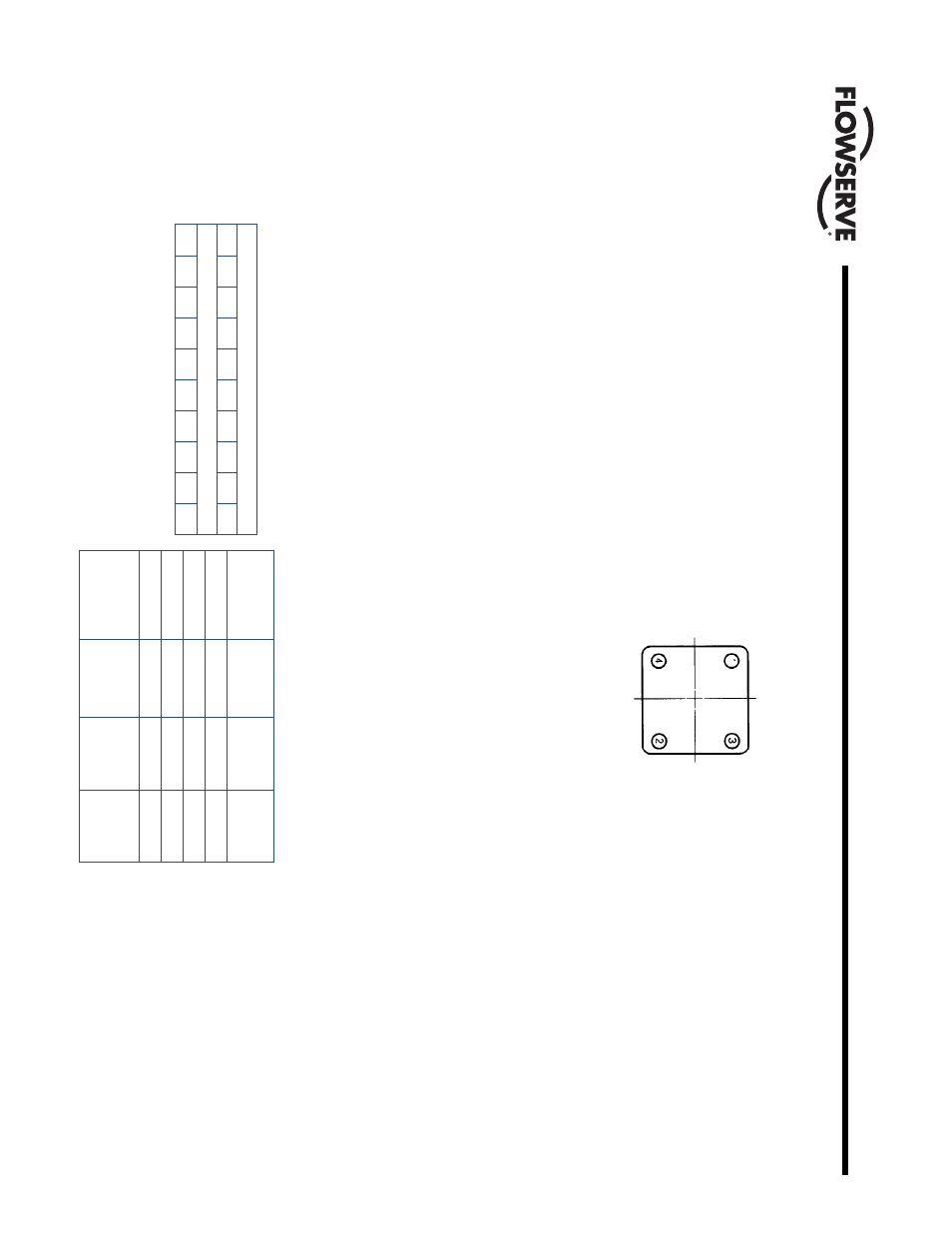
Step #1
Snug to approximately 10% of full recom-
mended torque. Sequence:1-2-3
Step #2
To
rque to approximately 75% of full recom-
mended torque. Sequence:4-3-2
Step #3
To
rque to full recommended torque.
Sequence: 1-2-3-4
Note:
The above noted method for tighten-
ing cover capscrews is for the purpose of
pulling the cover down evenly
. If this objec-
tive can be achieved without following this
suggested method precisely
, then some
variation from this method is per
missible.
W
elding Edward V
alves into Piping
W
elding is outside the scope of this manu-
al, but Edward recommends you consult
the appropriate welding procedure in
ASME/ANSI B31, or whatever other codes
apply to your system. When welding
Edward valves into piping, make sure
there is no foreign material on the seat
joint, then close the valve tightly to avoid
distor
ting the seats.
After welding, open the valve and flush the
line to clean out all foreign matter
.
Lubrication
In order to obtain full ser
vice life, valves
require periodic lubrication of the stem
threads. Exposed threads should be wiped
clean of old grease and accumulated dir
t
and fresh lubricant applied. This is most
effectively done with the valve in the
closed position.
For valves that see frequent operation,
such as motor
-actuated, the lubricant
should be replenished ever
y three months.
If extreme ser
vice conditions dictate, a
more frequent relube schedule is recom-
mended. Motor
-actuated valves have a
lubricant fitting at the yoke flange.
The recommended lubricant for all stem
threads, bonnet, packing nut and bolt
threads is R
ykon EP #2, manufactured by
the American Oil Company
. This is an
extreme pressure, extreme temperature
lubricant of high quality
. For valves that
are operated infrequently
, relubrication
should be at least once a year
.
Reassembly
SEA
T
BONNET/
VA
LV
E
FIGURE
RING
COVER
SIZE
NUMBER
TORQUE
TORQUE
1/4, 3/8, 1/2
158,160
75
40
3/4
158,160
100-120
60
1
158,160
240-260
125
1-1
/4, 1-1
/2
158,160
320-340
150
2
1
58,1
60,
400-420
300
51
58, 51
60
91
60
Seat Ring & Bonnet/Cover T
orques
NOTE: TORQUE IS MEASURED IN FOOT
-POUNDS
Bolt diameter
, Inches
3/8
7/16
1/2
9/16
5/8
3/4
7/
8
1
1-1
/
8
1-1
/4
To
rque, Ft. Lbs.
18
30
45
68
90
150
240
370
585
750