Modèle wt6100, Amorçage d’arc, Conseils de soudure tig – Campbell Hausfeld WT6100 User Manual
Page 13
13 - Fr
Modèle WT6100
est impossible d'avoir un métal de base
trop propre. Il n'y a aucun flux pour
enlever par flottement avec la
procédure TIG.
Couper les tiges de métal de remplissage
pour avoir des longueurs plus courtes
pour faciliter le contrôle. Le métal de
remplissage TIG est normalement fourni
en longueurs de 36 po (91,44 cm). Il est
plus facile de manipuler le métal s'il est
de 18 (45,7 cm) ou 12 po (30,48 cm).
Nettoyer le métal de remplissage avec
de l'alcool et un chiffon blanc propre.
La poussière et la saleté contaminent
une soudure.
La soudure TIG produit moins de
lumière que d'autres processus de
soudure à l'arc, mais vous devez quand
même utiliser une lentille de soudure
minimum #10 pour protéger vos yeux.
Choisir une position confortable pour la
soudure, assis, les bras supportés par
une table de soudure ou par la pièce de
travail.
Amorçage d’arc :
Mettre le soudeur en marche et les
soupapes de gaz sur la bonbonne de
gaz, le régulateur et le chalumeau.
Reposer l'embout du chalumeau sur le
métal de base à souder sans que
l'électrode de tungstène ne touche le
métal de base.
Tourner le chalumeau pour que
l'électrode de tungstène touche
délicatement le métal de base et retirer
immédiatement ou tourner pour
couper lorsque l'arc s'allume.
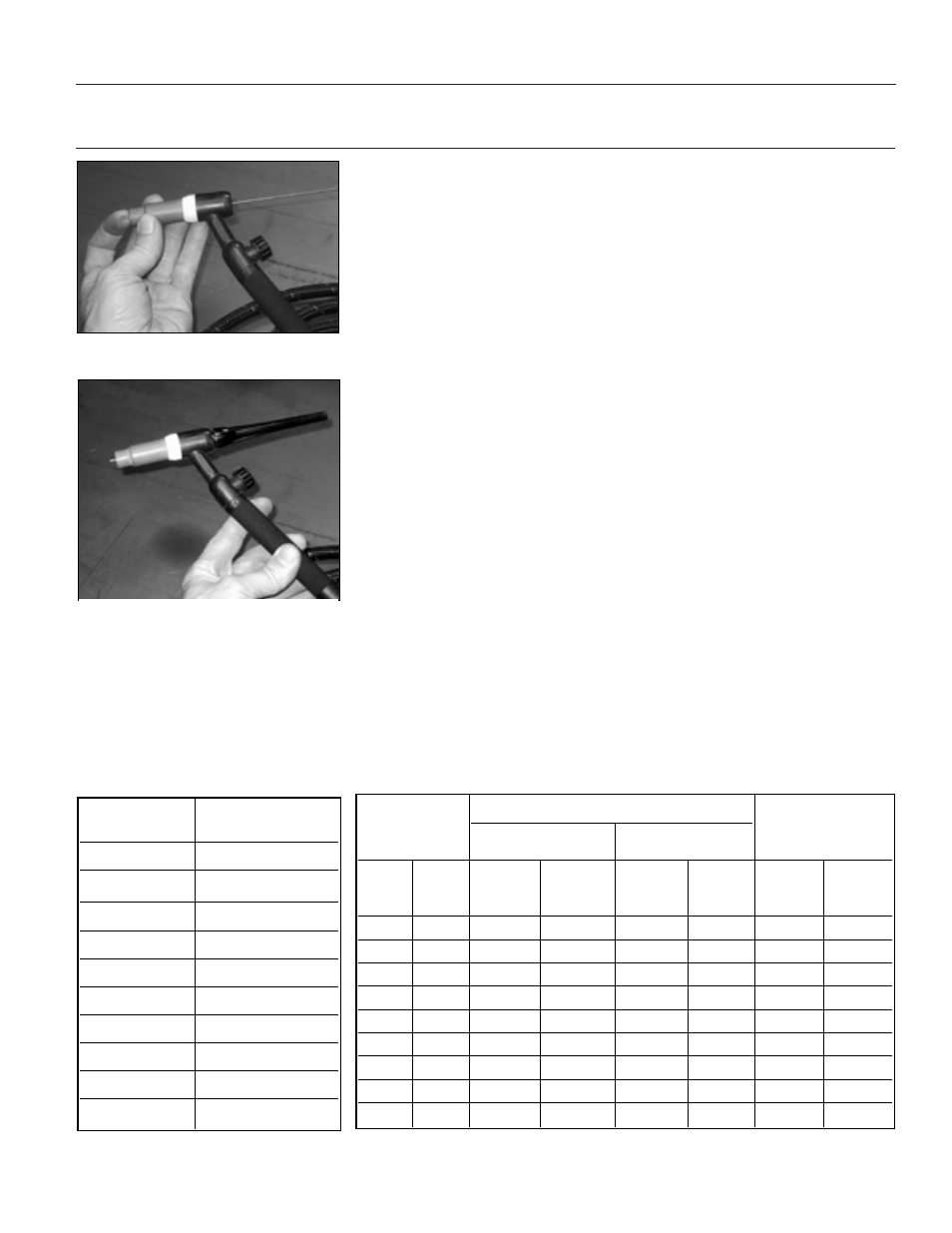
Garder le tungstène de 1/8 à 3/16 po
(0,31 à 0,47 cm) de la pièce de travail
Figure 4 - Tungstène doit sortir de
3/16 po
Figure 5- Installaton de coupelle de
retour
Identifcation
couleur
Oxyde
Vert
None
Bleu
0.4% ThO
2
Jaune
1.0% ThO
2
Rouge
2.0% ThO
2
Violet
3.0% ThO
2
Orange
4.0% ThO
2
Brun
0.3% ZrO
2
Blanc
0.8% ZrO
2
Noir
1.0% LaO
2
Grus
2.0% CeO
2
Identification de l'électrode TIG
Paramètres TIG recommandés pour les électrodes optionnelles.
Diamètre
Courant direct (amps)
Courant alternatif
d’électrode
Électrode Négative
Électrode positive
(amps)
Polarité
Polarité
Tungstène
Tungstène
Tungstène
(in)
(mm)
Pure
avec
Pure
avec
Pure
avec
Tungstène
Oxydes
Tungstène
Oxydes
Tungstène
Oxydes
0.02
0.5
2-20
2-20
N/D
N/D
2-15
2-15
0.04
1.0
10-75
10-75
N/D
N/D
15-55
15-70
1/16
1.6
40-130
60-150
10-20
10-20
45-90
60-125
5/64
2.0
75-180
100-200
15-25
15-25
65-125
85-160
3/32
2.4
130-230
170-250
17-30
17-30
80-140
120-210
1/8
3.2
160-310
225-330
20-35
20-35
150-190
150-250
5/32
4.0
275-450
350-480
35-50
35-50
180-260
240-350
3/16
5.0
400-625
500-675
50-70
50-70
240-350
330-460
1/4
6.3
550-875
650-950
65-100
65-100
300-450
430-575
tout en maintenant l'arc.
Au fur et à mesure où le métal devient
chaud, il se transforme en flaque de
fusion orange brillant. Tremper la tige
de métal de remplissage dans la flaque
pour ajouter le métal de remplissage.
filler metal.
Conseils de soudure TIG :
Toujours laisser la baguette de
métal de remplissage à faire fondre
par la flaque de fusion. NON par le
chalumeau.
Ne jamais toucher l'électrode de
tungstène chaude sur la flaque de
fusion. L'acier en fusion sera saisi par
le tungstène ce qui contaminera
l'électrode.
Lorsque vous contaminez le tungstène
avec l'acier, cesser de souder et rectifier
la pointe de l'électrode en retirant la
contamination de l'acier.
Lorsque vous brûlez un trou par le
métal de base, cesser de souder et
laisser la soudure refroidir avant de
relancer l'arc.
Avant toute soudure TIG importante,
pratiquer sur une pièce d'essai. La
soudure TIG est un art et la pratique
améliore la qualité. Il y a beaucoup
d'autosatisfaction dans la maîtrise de
cette procédure de soudure et dans la
vue d'une soudure parfaite.