Tig pulsing, Tigweld® 250 ex – Longevity TIGWELD 250 EX User Manual
Page 12
TIGWELD® 250 EX
11
TIG pulsing
The welding current set at the start of the welding procedure is not necessarily ideal for all
welding process:
- if the current is too low, the base material will not melt sufficiently,
- if overheating occurs, the liquid weld pool may drip.
The TIG pulsing function offers a solution (TIG welding with pulsing welding current): a low
base current I-G rises steeply to the significantly higher pulsing current I1 and, depending on the
set dcY (duty cycle) time, drops back to the base current I-G. In TIG pulsing, small sections of
the welding location melt quickly and then solidify again quickly.
In manual applications using TIG pulsing, the filler wire is applied in the maximum current
phase (only possible in the low frequency range: 0.25 - 5 Hz). Higher pulsing frequencies are
mainly used in automatic mode to stabilize the arc.
TIG pulsing is used for out-of-position welding of steel pipes or when welding thin sheet.
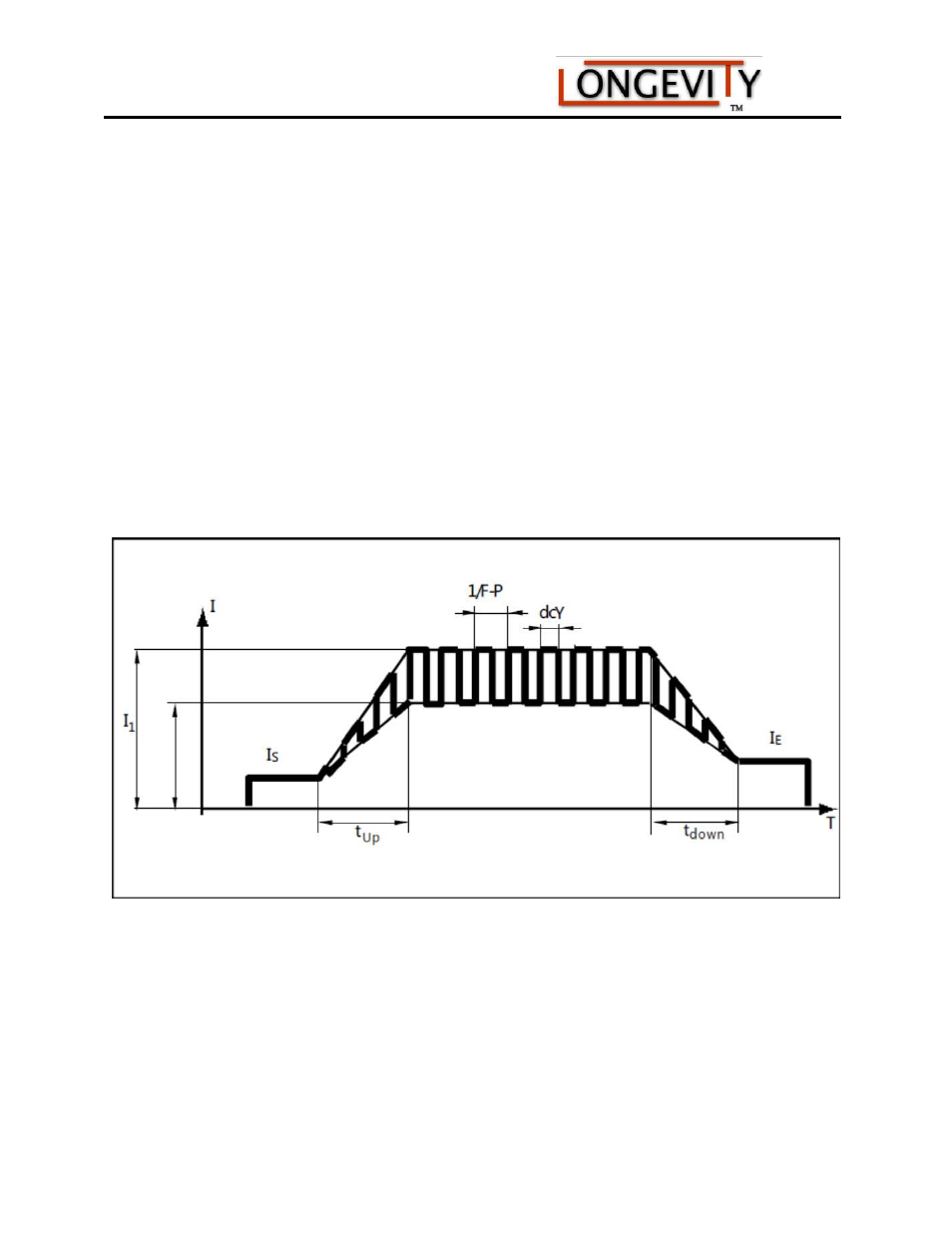
Mode of operation of TIG pulsing when TIG DC welding is selected:
Legend:
- IS Starting current
- IE Final current
- tUp Upslope
- tDown Downslope
- F-P Pulsing frequency
(1/F-P = time interval between 2
pulses)
- dcY Duty cycle
- I-G Base current
- I1 Main current