Welding wires – Longevity PROMTS 252i User Manual
Page 14
PROMTS 252i
13
Shielding Gas
Co2 should be used with thick materials, but is too hot for thinner materials.
Thin steel should be used with 75% Argon/25% Co2.
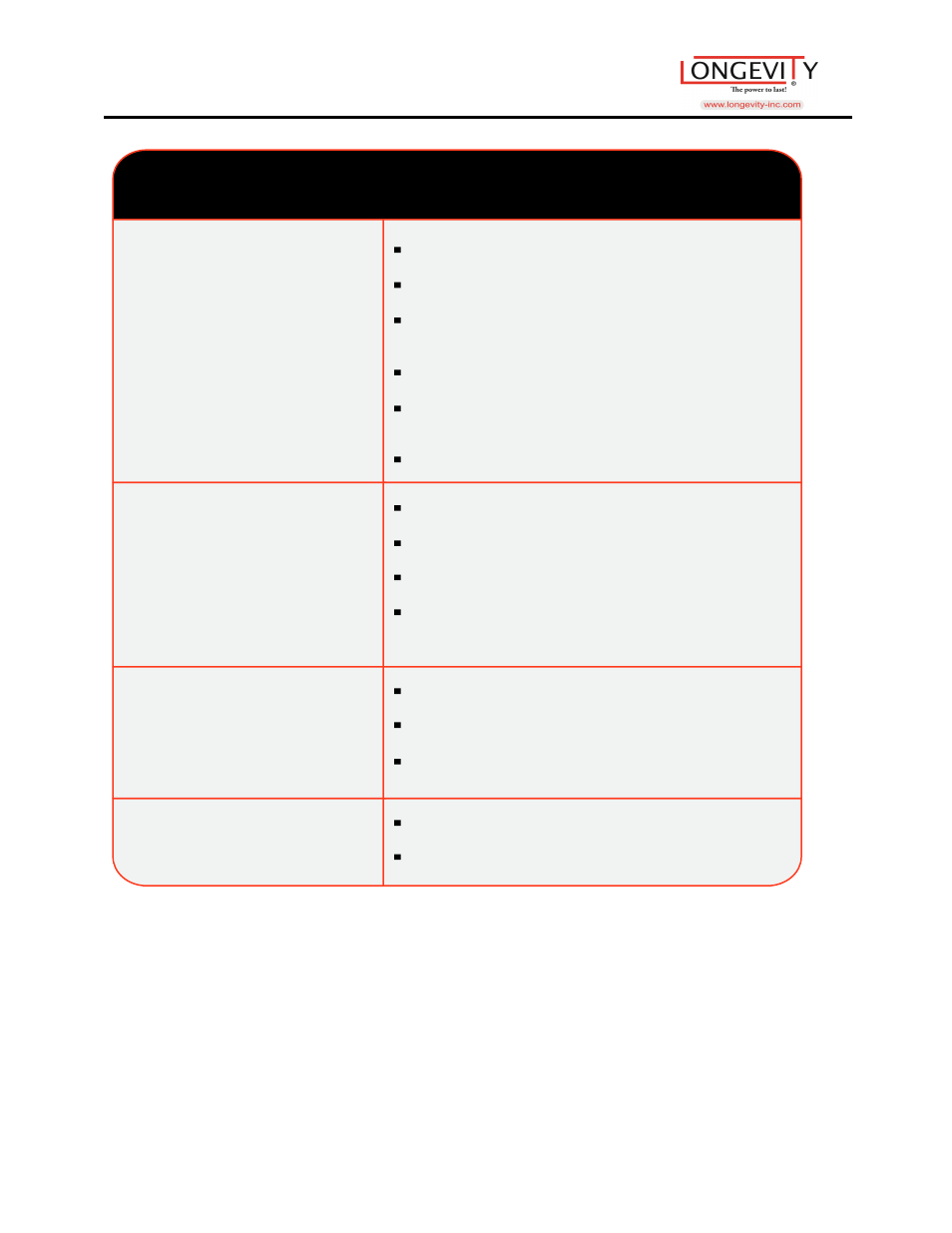
WELDING WIRES
Shielding gas- C02 or 75%Argon/25%
CO2 is recommended and will give you deeper penetration
75%Argon/25% will give you less splatter and a nicer
lookingbead
Should be used indoors, where wind cannot harm you weld.
Allows you to weld materials thinner than what you would
weld with flux cored wires
Great for auto body work
.
Shielding gas- not needed
Can be used outside, wind will not harm your weld
Great for use on aged or rusty metals
Burns hotter than solid wires, allowing for welding of
materials thicker than 18 gauge
.
Shielding gas- Argon only
Should be used with a spool gun
Gives you a strong weld
.
Shielding gas- Trimix
Use on stainless metals 301-305 and 308
.
Solid
Carbon-Steel
ER70S-6
Aluminum
ER5356
Flux Cored/
Carbon-Steel
E71TGX
Stainless Steel
ER308L