Longevity MIGWELD 200S User Manual
Page 16
- 16 -
Operation
1. Turn the power switch to the “ON” setting, the LCD display will show set current volume and the
cooling fan will beginning to revolve.
2. Adjust the Voltage/ Arc Force Knob and the Wire Speed / Stick Amps according to your needs.
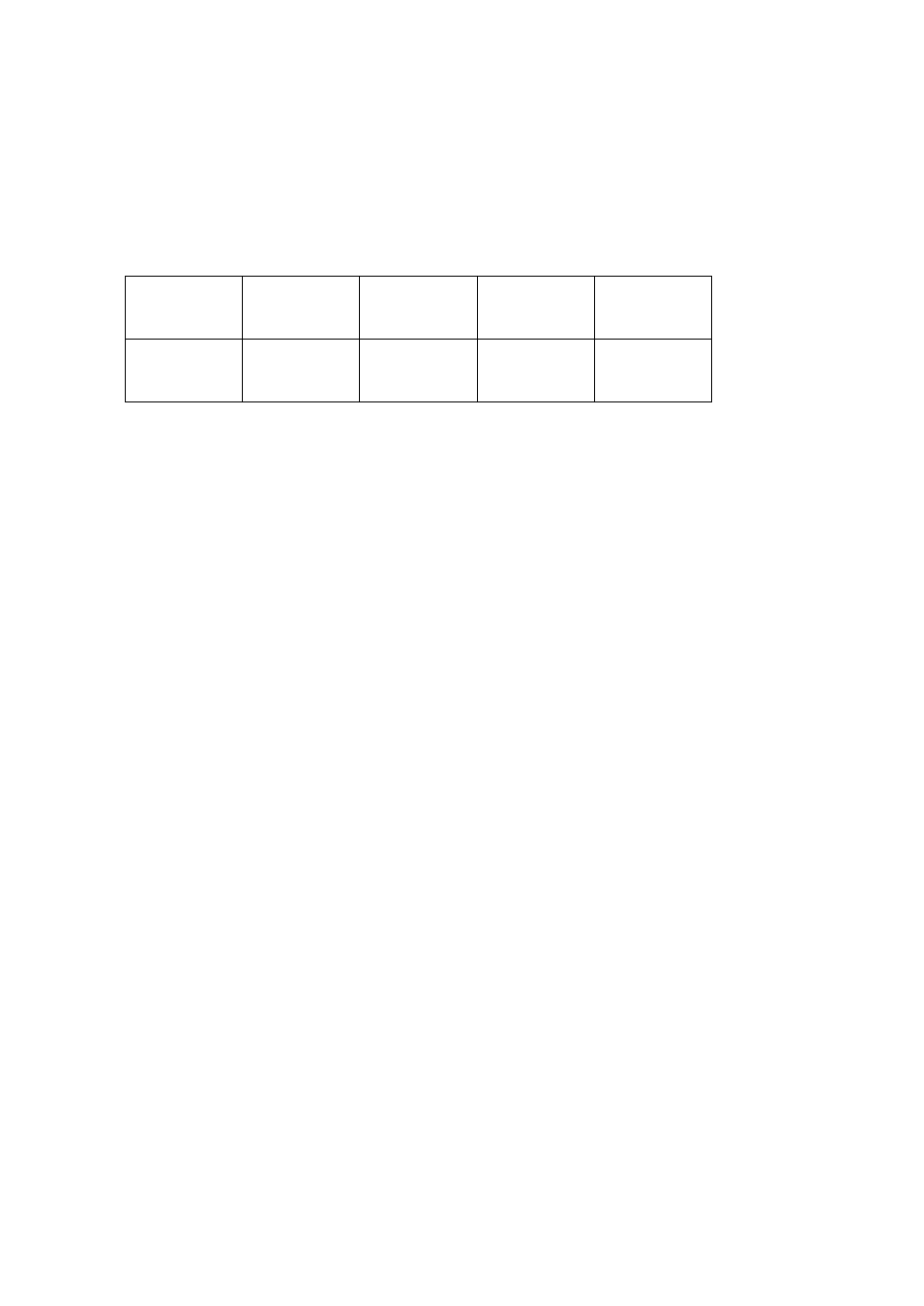
3. Generally, welding current is adequate to welding electrode according with as following:
Specification
φ2.5
φ3.2
φ4.0
φ5.0
Current
70-100A
110-140A
170-220A
230-280A
4. The Arc Force knob is used to adjust welding function, specially in low current arrange, that is
cooperated with knob of welding current adjustment, they may adjust current of arc striking and be
out of control of knob of welding current adjustment .So machine can grain powerful energy and push
current can achieve effect that may.
5. VRD equipment is installed in the machine. When the switch of back panel is put "ON" position, the
VRD indictor is lit and the no-load voltage changes to be less than 15V, which is safe for people; and
when the switch is put "OFF" position, the VRD indicator is off.