Installation & set up, Warning – Hot Max Torches ARC100 User Manual
Page 6
Installation & Set Up
KDAR Company
5
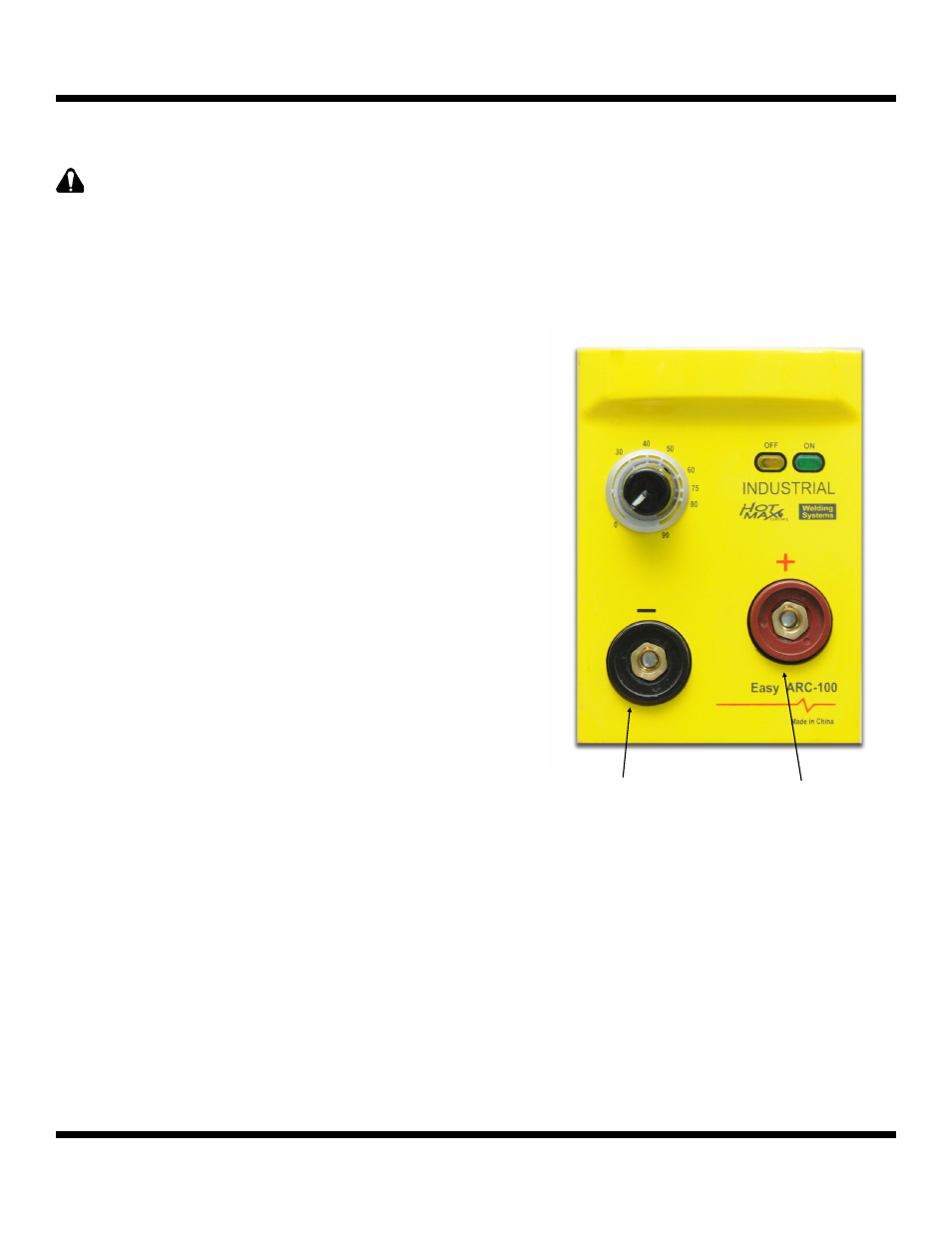
Electrode & Ground Cable Connection
The Hot Max ARC100 has two (2) possible settings;
1) Direct Current Electrode Negative (DCEN) -
straight polarity and 2) Direct Current Electrode Posi-
tive (DCEP) - reverse polarity. Refer to the welding
electrodes (rod) you plan to use for the preferred po-
larity and amperage setting.
DCEN - Connect the electrode cable (rod holder) to
the DC– terminal. Connect the ground clamp to the
DC+ terminal. Turning both of these 1/4 turn to the
right locks the connectors into the machine.
DCEP - Connect the electrode cable (rod holder) to the
DC+ terminal. Connect the ground clamp to the DC-
terminal. Turning both of these 1/4 turn to the right
locks the connectors into the machine.
Location
Place the welder in a location that allows the free flow
of air through the ventilation louvers. We do not rec-
ommend placing the welder on the ground as dust and
dirt are more easily sucked in to the machine by the
cooling fan. Keep the vent louvers as clean as possible
to allow the maximum amount of clean air into the
machine for cooling.
Electrode Size Selection
The ARC100 works best with 1/16” or 3/32” elec-
trodes. The ARC100 may work with certain 1/8” elec-
trodes like E6013 and softer alloys but they need to be
very dry to work effectively. KDAR recommends us-
ing a maximum of 3/32” electrodes.
Warning
Before connecting the electrode and ground clamp
cables be sure the welder is turned off and discon-
nected from the input power supply.
Negative
Terminal
Positive
Terminal