Gorman-Rupp Pumps 12B20-B 1340494 and up User Manual
Page 32
OM-00588
10 SERIES
MAINTENANCE & REPAIR
PAGE E - 9
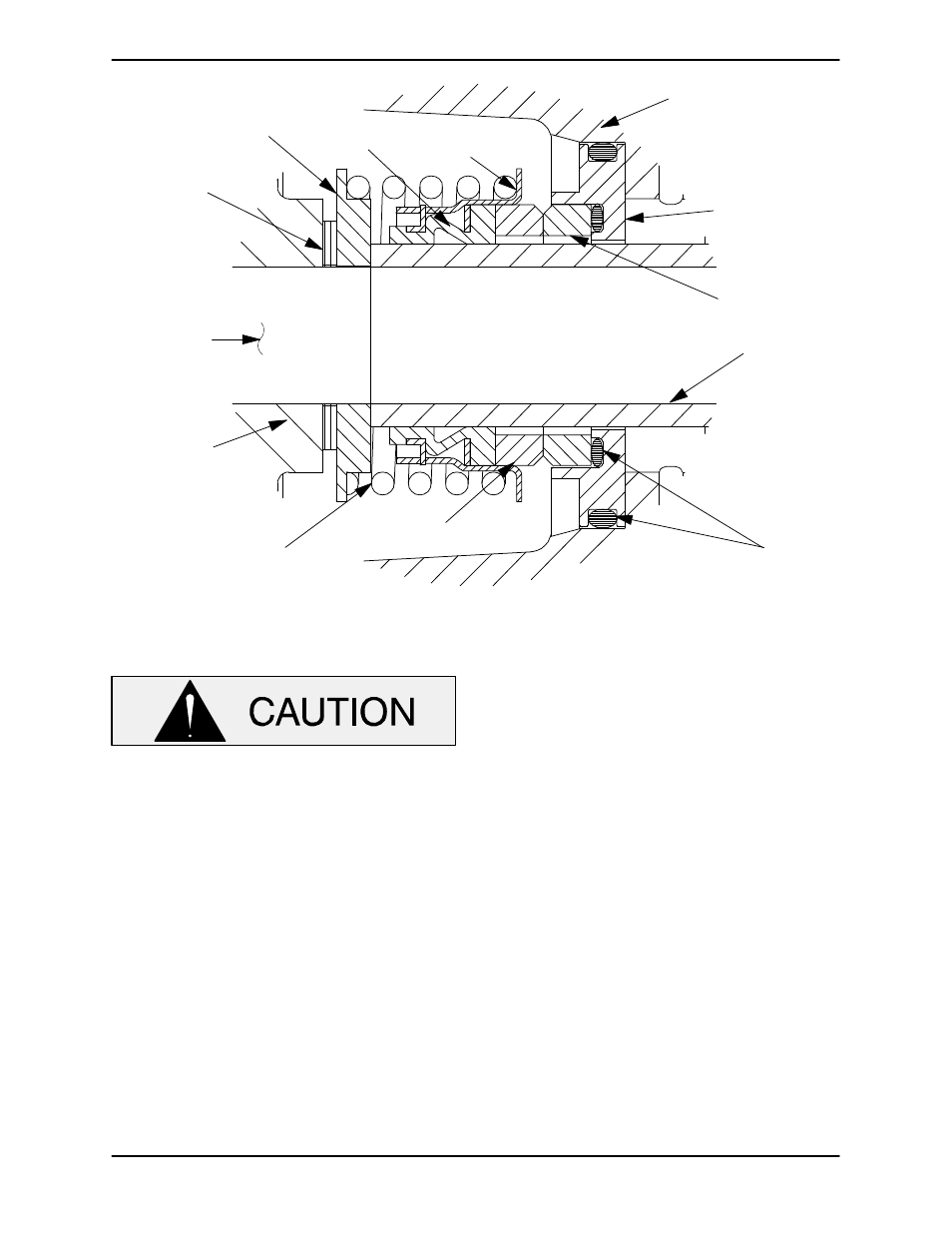
IMPELLER
SHAFT
IMPELLER
IMPELLER
SHIMS
SHAFT
SLEEVE
STATIONARY
SEAT
ROTATING ELEMENT
SPRING CENTERING
WASHER
SPRING
SEAL PLATE
O‐RINGS
BELLOWS
RETAINER
STATIONARY
ELEMENT
Figure E-3. Seal Assembly
This seal is not designed for operation at
temperatures above 160
_F (71_C). Do not
use at higher operating temperatures.
Position the seal plate (32) on a flat surface with the
impeller side down. Apply a light coating of oil to
the oil seal (9) and press it into the seal plate with
the lip positioned as shown in Figure E-1.
Position the seal plate on a flat surface with the im
peller side up. Press the stationary subassembly
(consisting of the stationary seat, O‐rings and sta
tionary element) into the seal plate until fully seated
in the seal plate bore.
Slide the seal plate over the shaft until fully seated
against the pedestal (22). Be careful not to dam
age the lip of the oil seal (9) on the shaft threads.
Align the flat of the seal plate at the 12:00 position
and the threaded hole for the air vent (8) with the
opening in the top of the pedestal and temporarily
secure the seal plate using two capscrews and
nuts (3/8-16 UNC by 1-1/2 inches long, not
supplied).
Lubricate the shaft sleeve (4) with light oil and slide
the rotating subassembly (consisting of the rotat
ing element, retainer and bellows) onto the sleeve
until the rotating element is just flush with the
chamfered end of the sleeve. Slide the shaft sleeve
and rotating subassembly onto the shaft until the
sealing faces contact. Continue to push the sleeve
through the seal until it bottoms against the shaft
shoulder. Be careful not to damage or roll the lip of
the oil seal (9). Install the seal spring and spring
centering washer.
Lubricate the seal assembly as indicated in
LUBRICATION, after the impeller has been in
stalled.