Troubleshooting – Wilton A5818 User Manual
Page 11
11
Troubleshooting
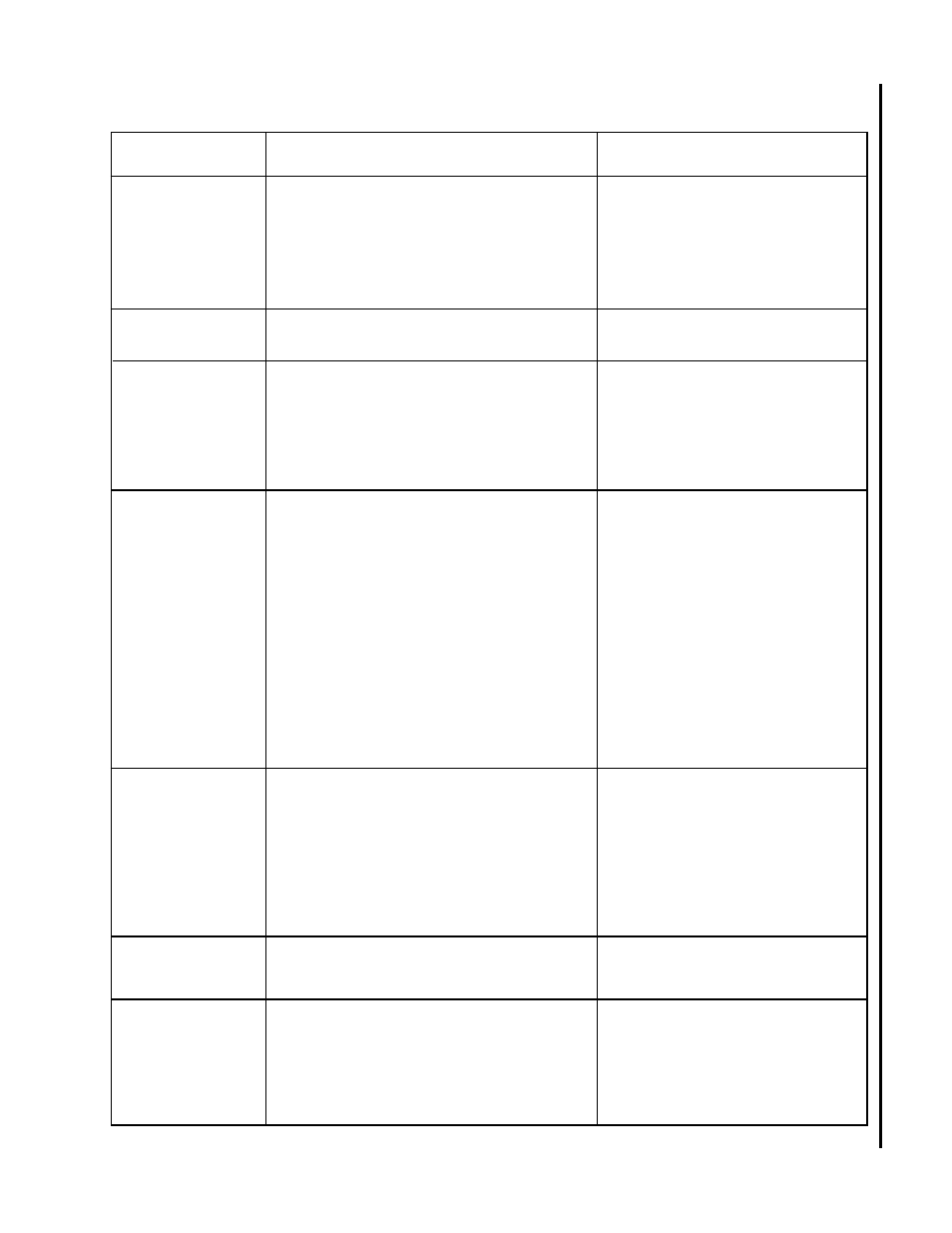
Problem
Possible Cause
Remedy
Spindle does not turn.
1. Circuit breaker tripped.
1. Reset circuit breaker.
2. Branch circuit breaker tripped or
2. Reset branch circuit breaker/replace
fuse blown.
fuse.
3. Open wire in switch circuit.
3. Repair open circuit.
4. Defective switch.
4. Repair switch.
5. Broken drive belt.
5. Replace drive belt.
Spindle noisy.
1. Damaged spindle bearings.
1. Replace bearings.
2. Worn spline.
2. Replace spline.
Drill stalls.
1. Worn drive belt.
1. Check condition of belt. Replace
if
glazed or slipping on pulleys.
2. Excessive feed rate for size of drill and material
2. Reduce feed pressure or use
being drilled.
cutting fluid.
3. No cutting fluid or improper cutting fluid.
3. Use correct cutting fluid.
Poorly drilled holes.
1. Drill dull.
1. Sharpen drill.
2. Lack of rigidity in hold-down method.
2. Check that all T-slot hold-downs are
tight and that table-lock and drill
head bolts are tight.
3. Speed too fast for material and drill size.
3. Check spindle speed recom-
mendations.
Reduce speed if
necessary.
4. Feed too fast for material and drill size.
4. Reduce feed rate.
5. No or improper cutting fluid or coolant
5. Use cutting fluid, or change to
being used.
proper fluid or coolant for material
being drilled.
6. Improperly ground drill bit.
6. Check for proper angles and reliefs.
Regrind to proper geometry.
Motor overheating.
1. Electrical circuit fault.
1. Check current draw in circuit.
Make sure current draw is the
same as rating on motor plate.
2. Oversize drill.
2. Reduce drill size.
3. Excessive feed.
3. Reduce feed rate.
4. No cutting fluid, or wrong fluid.
4. Use correct cutting fluid for the
material and drill.
Table can not be
1. Lack of lubrication.
1. Lubricate.
raised.
No speed readout.
1. Speed pickup out of adjustment or failed.
1. Adjust gap between speed pickup
and post spindle pulley. If there is
no readout on the speed indicator,
replace the speed pickup.