Operation, Warning – Ryobi TR31-1 User Manual
Page 10
Page 10
chips, and a rougher finish. Bigger chips also require more
power, which could result in the trimmer motor becoming
overloaded.
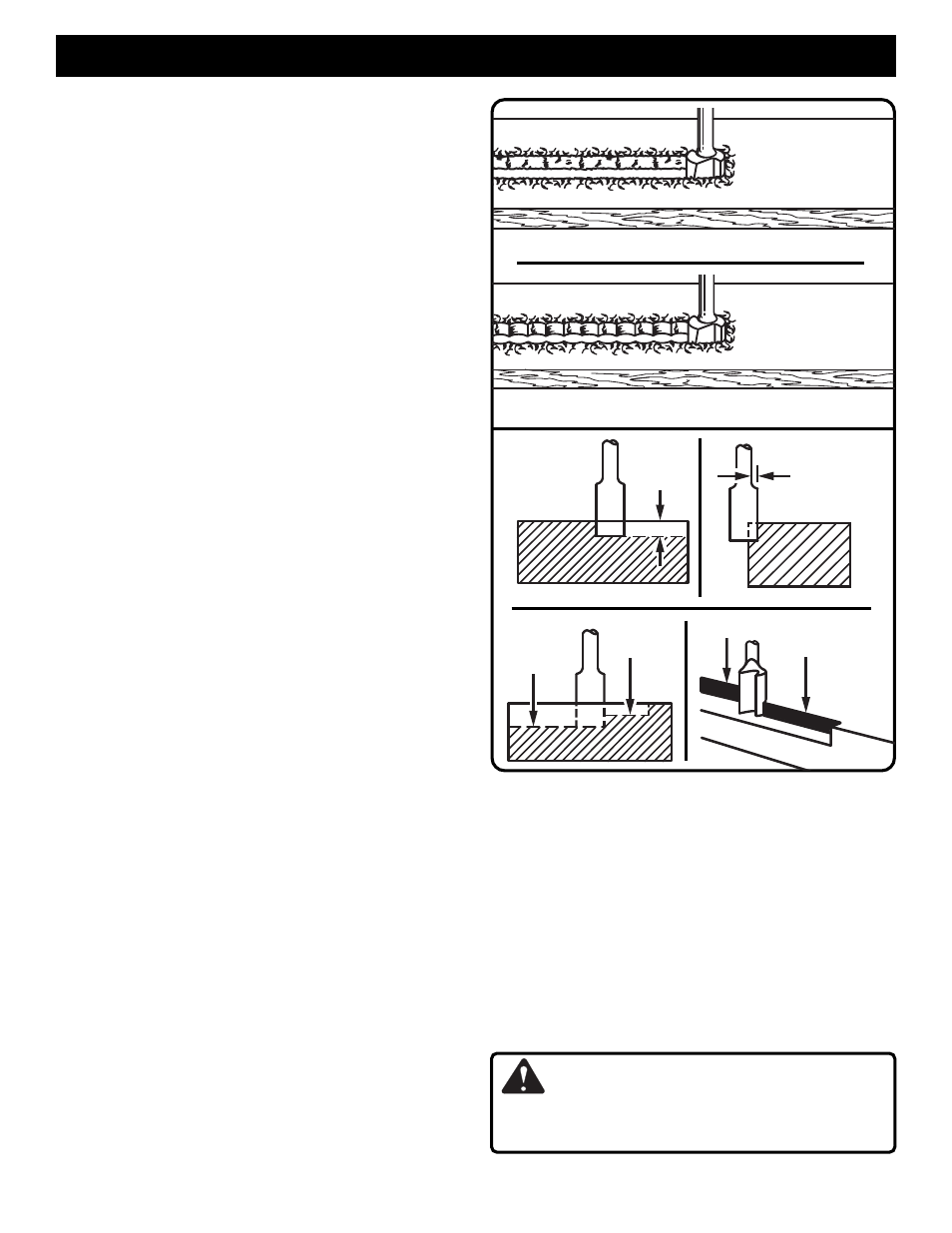
Under extreme force-feeding conditions the relative speed
of the cutter can become so slow — and the bites it has to
take so large — that chips will be partially knocked off (rather
than fully cut off), with resulting splintering and gouging of
the workpiece.
See Figure 6.
Your trimmer is an extremely high-speed tool (23,000 RPM
no-load speed), and will make clean, smooth cuts if allowed
to run freely without the overload of a forced (too fast) feed.
Three things that cause “force feeding” are cutter size,
depth-of-cut, and workpiece characteristics. The larger the
cutter or the deeper the cut, the more slowly the trimmer
should be moved forward. If the wood is very hard, knotty,
gummy or damp, the operation must be slowed still more.
You can always detect “force feeding” by the sound of the
motor. Its high-pitched whine will sound lower and stronger
as it loses speed. Also, the strain of holding the tool will be
noticeably increased.
TOO SLOW FEEDING
It is also possible to spoil a cut by moving the trimmer for-
ward too slowly. When it is advanced into the work too slowly,
a revolving cutter does not dig into new wood fast enough
to take a bite; instead, it simply scrapes away sawdust-like
particles. Scraping produces heat, which can glaze, burn,
or mar the cut — in extreme cases, it can even overheat the
cutter so as to destroy its hardness. Dull cutters can also
contribute to scraping and burning.
In addition, it is more difficult to control a trimmer when the
cutter is scraping instead of cutting. With practically no load
on the motor the cutter will be revolving at close to top RPM,
and will have a much greater than normal tendency to
bounce off the sides of the cut (especially, if the wood has a
pronounced grain with hard and soft areas). As a result, the
cut produced may have sides that are rippled instead of
straight.
“Too-slow feeding” can also cause your trimmer to take off
in a wrong direction from the intended line of cut. You can
detect “too-slow feeding” by the high-pitched sound of the
motor. Always grasp and hold your trimmer firmly when
trimming.
DEPTH OF CUT
See Figure 7.
As previously mentioned, the depth of cut is important
because it affects the rate of feed which, in turn, affects the
quality of a cut (and, also, the possibility of damage to your
trimmer motor and cutter). A deep cut requires a slower feed
than a shallow one, and a too deep cut will cause you to slow
the feed so much that the cutter is no longer cutting, it is
scraping, instead.
Making a deep cut is never advisable. The smaller cutters—
especially those only 1/16 in. (1.6 mm) in diameter — are
easily broken off when subjected to too much side thrust. A
OPERATION
Fig. 6
TOO FAST
TOO SLOW
Fig. 7
large enough cutter may not be broken off, but if the cut is too
deep a rough cut will result — and it may be very difficult to
guide and control the cutter as desired. For these reasons,
we recommend that you do not exceed 1/8 in. (3.2 mm) depth
of cut in a single pass, regardless of the cutter size or the
softness or condition of the workpiece. This will result in a
higher quality cut.
To make deeper cuts it is therefore necessary to make as
many successive passes as required, lowering the cutter
1/8 in. (3.2 mm) for each new pass. In order to save time,
do all the cutting necessary at one depth setting, before
lowering the cutter for the next pass. This will also assure
a uniform depth when the final pass is completed.
WARNING:
If desired depth of cut is greater than can be safely cut in
one pass, make cuts in two or more passes.
WIDTH
OF CUT
DEPTH
OF CUT
2ND.
PASS
1ST.
PASS
1ST. PASS
2ND. PASS