Lincoln Electric Invertec STT II User Manual
Page 4
Invertec® STT® II
www.lincolnelectric.com
[4]
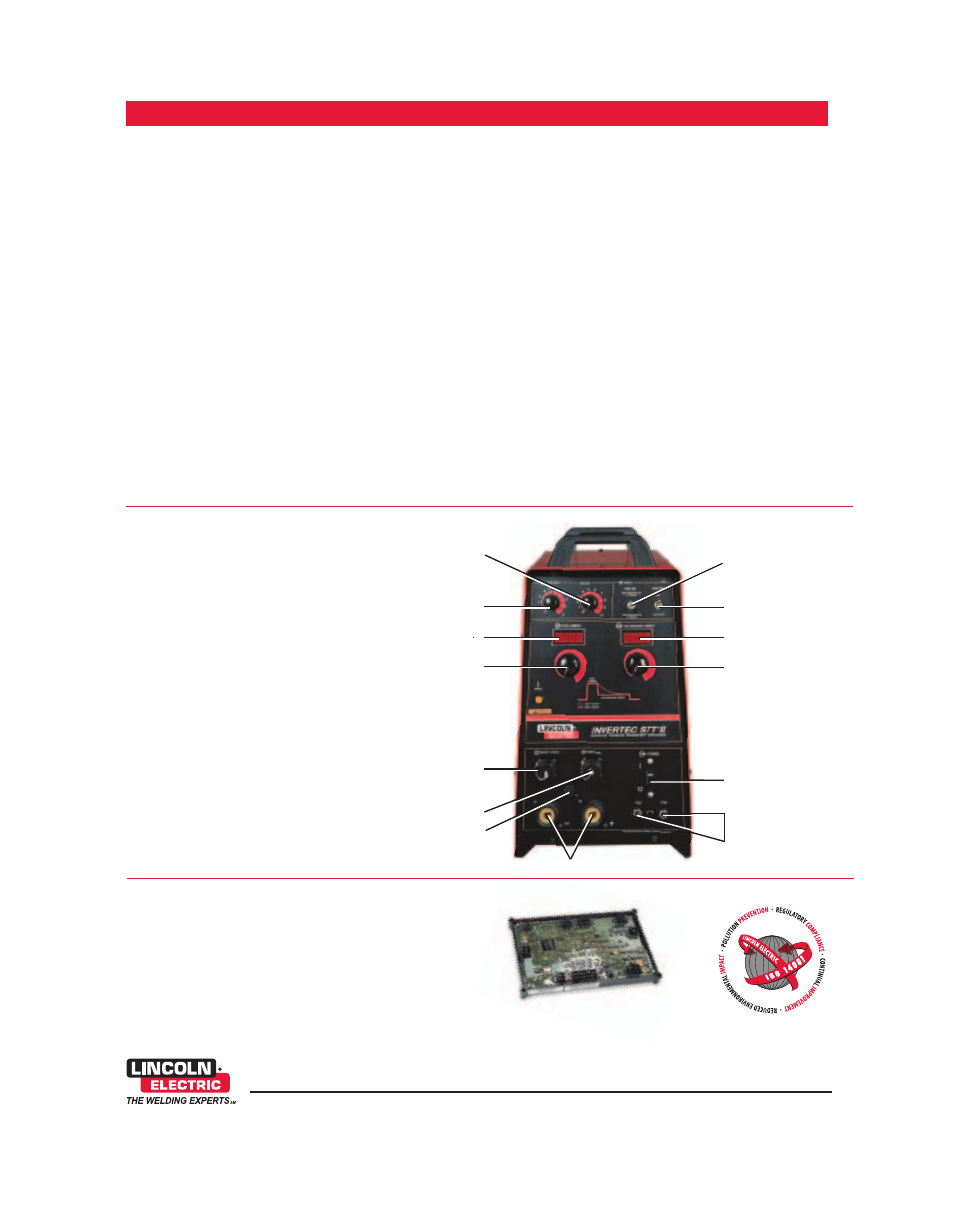
A CLOSER LOOK
13
11
9
12
FEATURES
Key Controls
1. Tailout Control
2. Hot Start Control
3. Peak Current LED Display
4. Peak Current Control Knob
5. 10 Pin Remote Control for Peak and
Background Current
6. 14 Pin Wire Feeder Control with 42V/115V
Auxiliary Power
7. Sense Lead Connection [K940-25, 25 ft. (7.6m)
Sense Lead Kit included]
8. Twist-Mate Output Connectors
(2 Twist-Mate Plugs (M15479) Included)
9. 42V/115V Circuit Breakers
10. Power Switch
11. Background Current Control Knob
12. Background Current LED Display
13. Wire Mode Switch
14. Wire Diameter Switch
6
7
5
4
3
2
1
8
QUALITY AND RELIABILITY
• Electronic and thermostatic protection from current overload and
excessive temperatures with thermal indicator light.
• Three-year Lincoln warranty on parts and labor.
• Manufactured under a quality system certified to ISO 9001
requirements and ISO 14001 environmental standards.
10
14
COMPARING STT TO
CONVENTIONAL PROCESSES
Advantages of STT replacing short-arc
GMAW:
• Significantly reduces lack of fusion
• Good puddle control
• Capable of producing consistent X-ray
quality welds
• Reduced training time
• Lower fume generation and spatter
• Can use various compositions of
shielding gas
• 100% CO2 (on mild steel)
Advantages of STT replacing GTAW:
• Four times faster than GTAW
• Vertical down welding
• Reduced training time
• Can use various compositions of
shielding gas
• 100% CO2 (on mild steel)
• Welds stainless, nickel alloys and mild steel
• Consistent x-ray quality welds
WHEN TO USE STT
STT is the process of choice for low heat
input welds.
STT is also ideal for:
• Open root – pipe and plate
• Thin gauge material – automotive
• Stainless steel and nickel alloy –
petrochemical utility and food industry
• Silicon bronze - automotive
• Galvanized steel
• Semiautomatic and robotic applications
UTILIZING STT ON THE STT II
Adjust WIRE FEED SPEED to:
• control the deposition rate
Adjust PEAK CURRENT to:
• control the arc length
Adjust BACKGROUND CURRENT to:
• control heat input (fine)
Adjust TAILOUT to:
• control heat input (coarse)
Adjust HOT START to:
• control the heat input at the start
of the weld.
Printed circuit boards are environmentally-
shielded using Lincoln's engineered potting
and protective frame trays.