Lincoln Electric Welding Helmet User Manual
Page 3
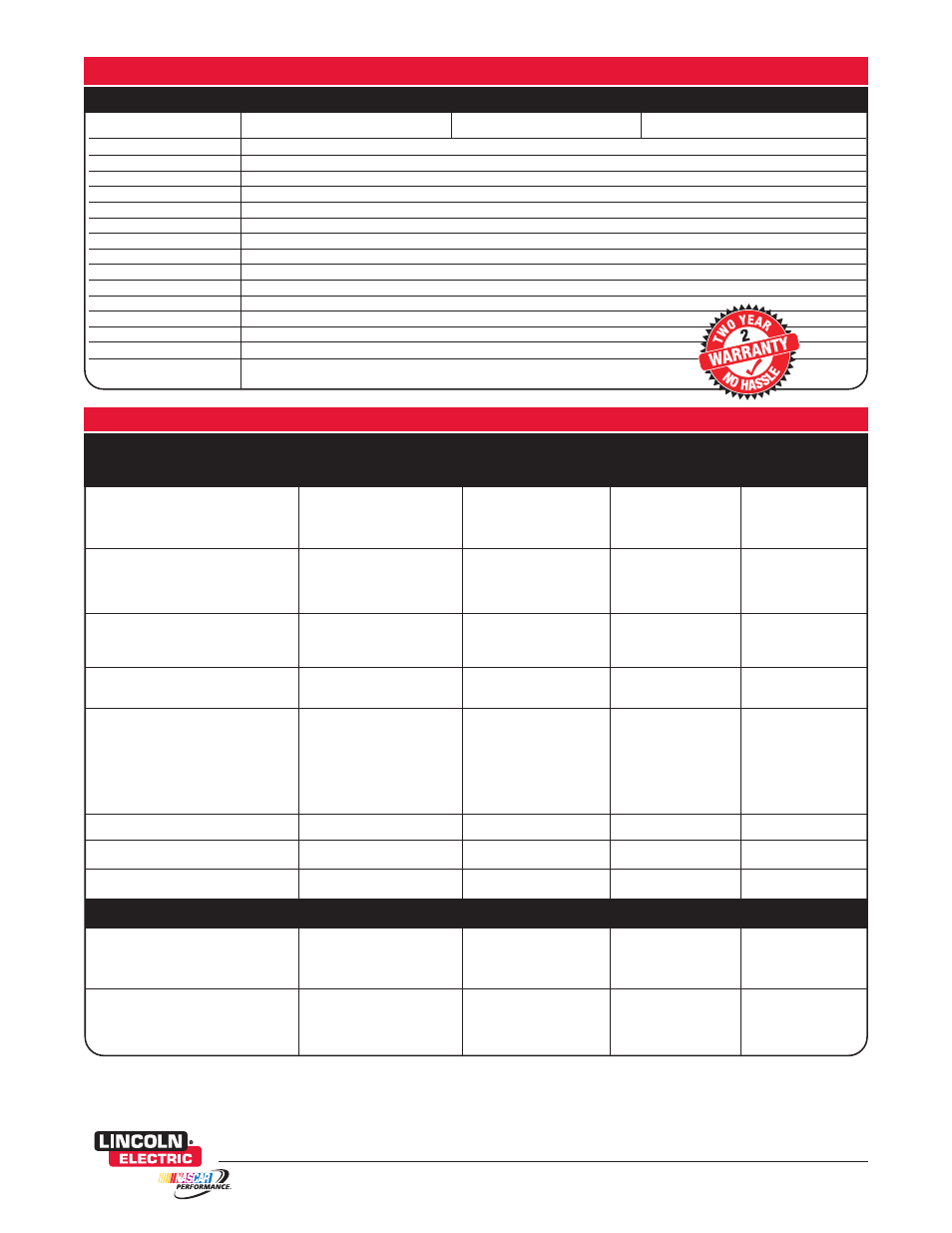
SPECIFICATIONS
Vista
™
Welding Helmets
www.lincolnelectric.com
GUIDE FOR SHADE NUMBERS
VISTA
™
3000
VISTA
™
2000
VISTA
™
1000
View Size
3-7/8” x 3-1/8” (98mm x 81mm)
3-7/8” x 1-7/8” (96mm x 48mm)
3-3/4” x 1-3/8” (94mm x 35mm)
Cartridge Size
5-1/4” x 4-1/2” (133mm x 114mm)
Light to Dark Speed:
0.1 Milliseconds
Light State:
3
Dark State:
9-13
Dark to Light Delay:
0.1 & 2.0 Seconds
Variable Sensitivity:
Grind/TIG
TIG Sensitivity
5 Amps
Arc Sensors:
4
Power Supply:
Solar Panels
Eye Protection:
EV/IR to Shade 16
Enclosure:
Waterproof and Dustproof
Operating Temperature:
+14
° F (-10° C)
to +148
° F (64° C)
Storage Temperature:
Room Temperature
Compliance:
ANSI Z87.1, CSA Z94.3
Warranty
2 Year
OPERATION
ELECTRODE SIZE
ARC
MINIMUM
SUGGESTED
(1)
in. (mm)
CURRENT
PROTECTIVE
SHADE NO.
(AMPERES)
SHADE
(COMFORT)
Shielded metal arc
Less than 3/32 (2.4)
Less than 60
7
–
welding (SMAW)
3/32 - 5/32 (2.4–4.0)
60-160
8
10
5/32 - 8/32 (4.0–6.4)
160-250
10
12
More than 1/4 (6.4)
250-550
11
14
Gas metal arc welding (GMAW)
Less than 60
7
–
and flux cored arc welding (FCAW)
60-160
10
11
160-250
10
12
250-500
10
14
Gas tungsten arc welding (GTAW)
Less than 50
8
10
50-150
8
12
150-500
10
14
Air carbon arc cutting (CAC-A)
(Light)
Less than 500
10
12
(Heavy)
500-1000
11
14
Plasma arc cutting (PAC)
Less than 20
4
4
20-40
5
5
40-60
6
6
60-80
8
8
80-300
8
9
300-400
9
12
400-800
10
14
Torch brazing (TB)
–
–
3 or 4
Torch soldering (TS)
–
–
2
Carbon arc welding (CAW)
–
–
14
PLATE THICKNESS
in.
mm
Oxyfuel gas welding (OFW)
Light
Under 1/8
Under 3
4 or 5
Medium
1/8 to 1/2
3 to 13
5 or 6
Heavy
Over 1/2
Over 13
6 or 8
Oxygen cutting (OC)
Light
Under 1
Under 25
3 or 4
Medium
1 to 6
25 to 150
4 or 5
Heavy
Over 6
Over 150
5 or 6
(1)
As a rule of thumb, start with a shade that is too dark, then go to a lighter shade which gives sufficient
view of the weld zone without going below the minimum. In oxyfuel gas welding or cutting where the torch
produces a high yellow light, it is desirable to use a filter lens that absorbs the yellow or sodium line the
visible light of the (spectrum) operation
Shade numbers are given as a guide only and may be varied to suit individual needs.
[3]
Data from ANSI Z49.1-2005