Inspection of sheaves – Stellar Industries SI-60 User Manual
Page 20
14
Stellar Cable Hoist Owner’s Manual
Inspection of Sheaves
Under normal conditions, machines should
receive periodic inspections, and their over-
all condition recorded. Such inspections
usually include the sheaves, and any other
parts that may come into contact with the
wire rope and subject it to wear. As an
additional precaution, rope related working
parts, particularly in the area described
below, should be re-inspected prior to the
installation of a new cable.
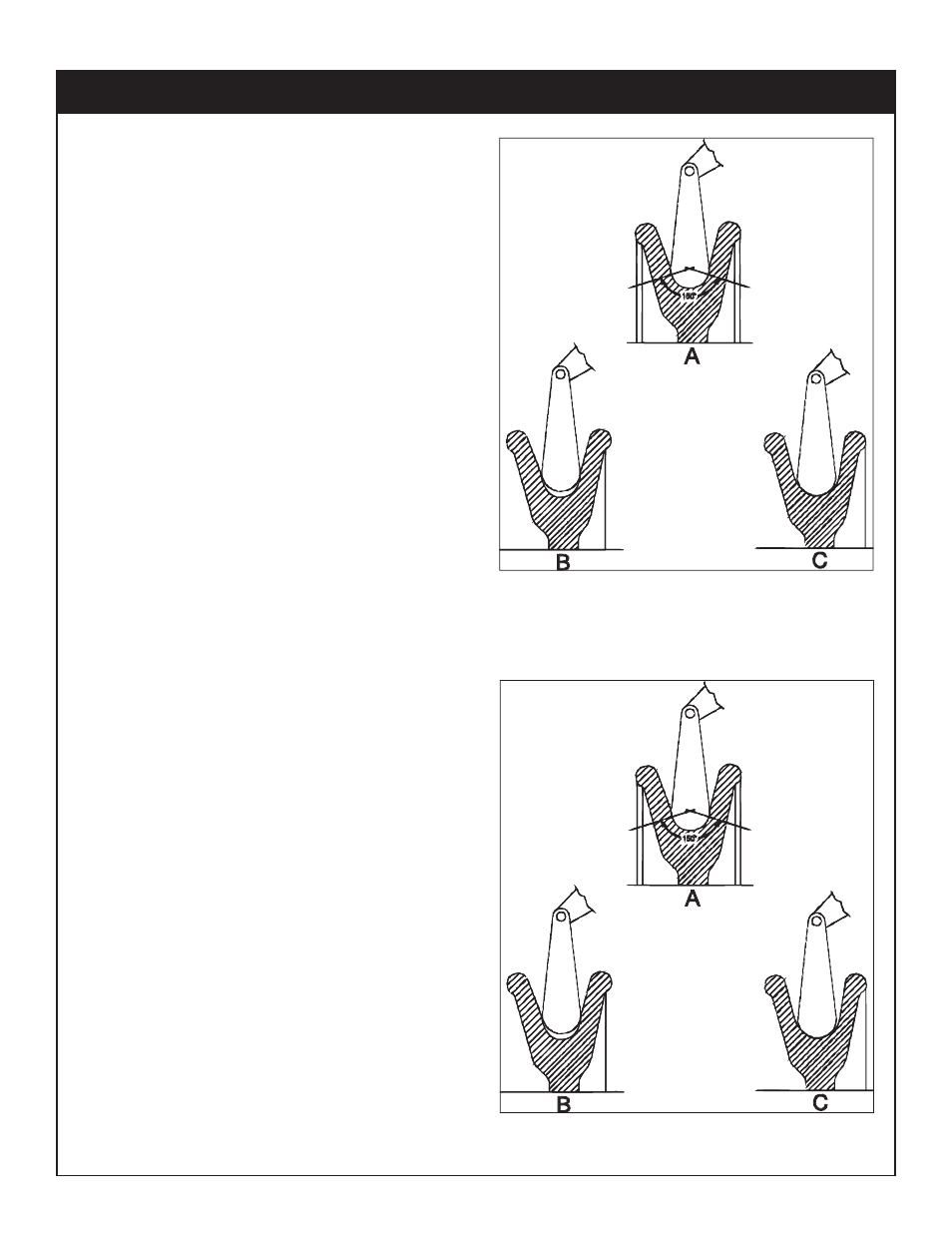
The very first item to be checked when
examining the sheaves is the condition of
the grooves. To check the size, contour and
amount of wear, a groove gage is used. As
shown in the illustration to the right of this
paragraph, the gage should contact the
groove for about 150º of arc.
Two types of groove gages are in general
use and it is important to not e which of these
is being used. The two differ by their respec-
tive percentage over nominal.
For new or re-machine grooves, the groove
gage is nominal plus the full oversize per-
centage. The gage carried by most wire
rope representatives today is used for worn
grooves and is made nominal plus 1/2 the
oversize percentage.
The latter gage is intended to act as a sort
of “no-go” gage. Any sheave with a groove
smaller than this must be replaced or, in all
likelihood, the existing rope will be dam-
aged.
Experience has clearly demonstrated that
the service life of the wire rope will be mate-
rially increased by strict adherence to these
standards.
Cross-sections illustrating three sheeve-groove conditions.
A is correct, B is too tight, and C is too loose.
Cross-sections illustrating three sheeve-groove conditions.
A is correct, B is too tight, and C is too loose.