2. meter functions for cc/cv models, 3. lift-arc tig procedure for cc/cv models – Miller Electric NT 450 User Manual
Page 27
OM-2252 Page 23
5-2. Meter Functions For CC/CV Models
.
The meters display the actual weld output values for approximately three seconds after the arc is broken.
Mode
Meter Reading At Idle
Scratch Start TIG
Actual Volts (OCV)
Preset Amps
V
A
78.0
85
Lift-Arc TIG
(GTAW)
V
A
Actual Volts
Preset Amps
8.0
85
Air Carbon Arc
V
A
Actual Volts (OCV)
Preset Amps
78.0
85
TIG (GTAW)
Blank
Preset Amps
V
A
85
MIG (GMAW)
Preset Volts
Blank
V
A
24.5
CC
Blank
Preset Amps
V
A
85
Stick (SMAW)
Actual Volts (OCV)
Preset Amps
V
A
78.0
85
Voltage-Sensing
Wirefeeder
Flashes OCV And Preset Volts
Blank
V
A
78.0
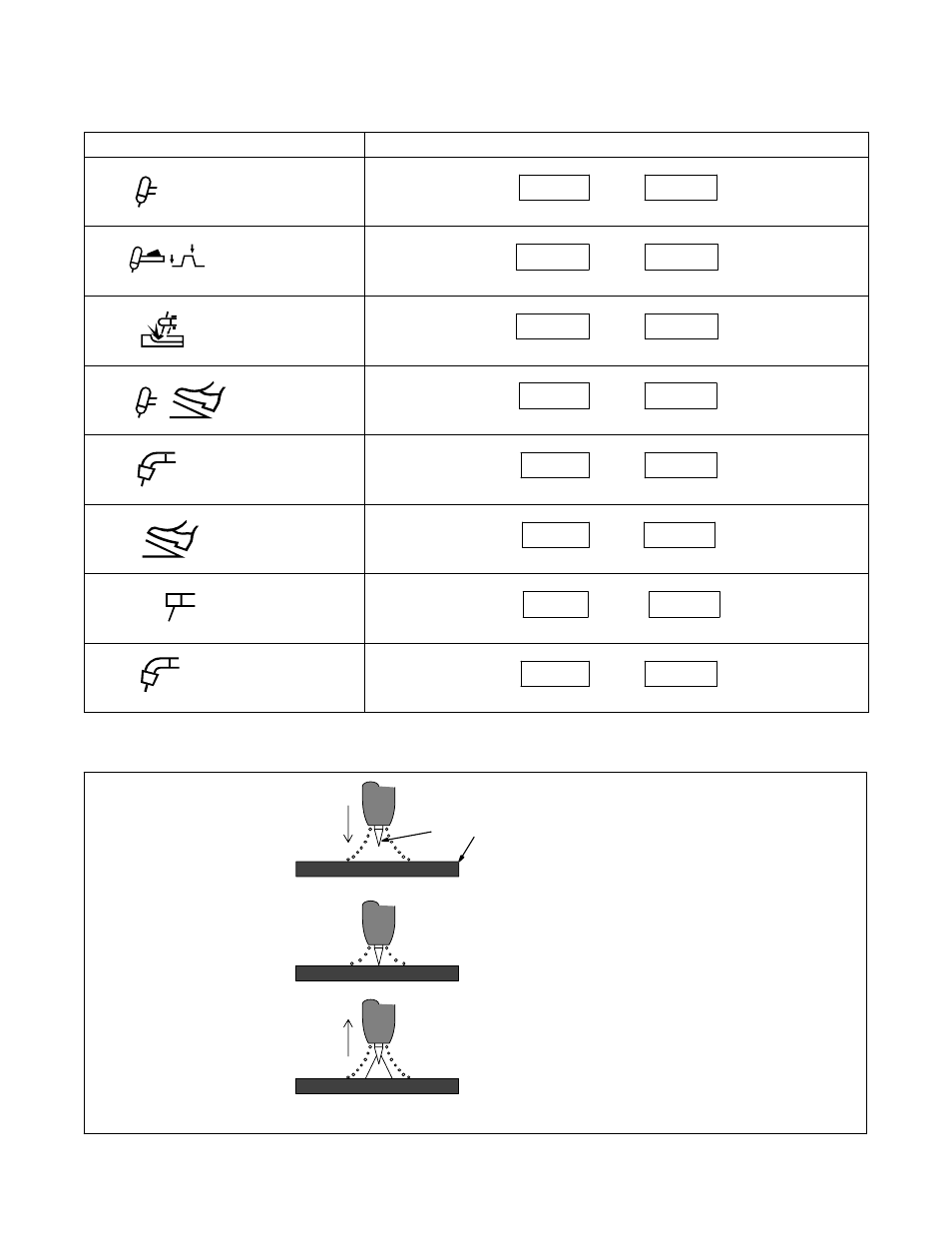
5-3. Lift-Arc TIG Procedure For CC/CV Models
With Mode switch in the Lift-Arc TIG
position, start an arc as follows:
1
TIG Electrode
2
Workpiece
Touch tungsten electrode to work-
piece at weld start point, hold
electrode to workpiece for 1-2
seconds, and slowly lift electrode.
An arc will form when electrode is
lifted.
Normal open-circuit voltage is not
present before tungsten electrode
touches workpiece; only a low
sensing voltage is present between
electrode and workpiece. The
solid-state output contactor does
not energize until after electrode is
touching workpiece. This allows
electrode to touch workpiece with-
out overheating, sticking, or getting
contaminated.
1
1 − 2
Seconds
“Touch”
Do NOT Strike Like A Match!
2
Ref. S-156 279