Graduated dials, Backlash, Headstock height – Woodstock MICRO MILL M1036 User Manual
Page 18
-16-
M1036 Micro Mill
O
PE
R
AT
IO
N
S
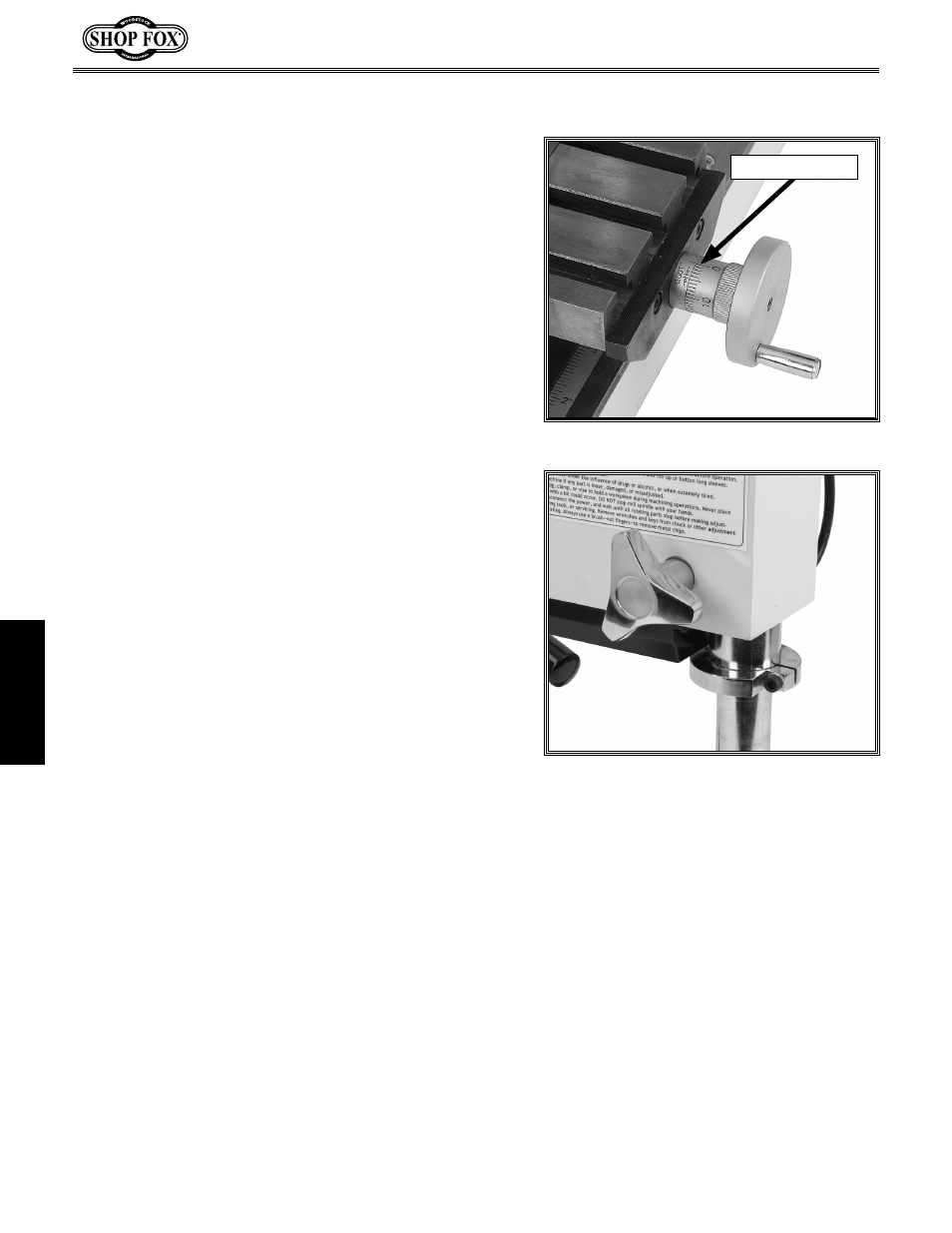
Each mark on the handwheel graduated dials (
Figure 12)
represents 0.001" of movement. One full rotation of the
handwheel is equal to 0.050". The graduated dials can be
"zeroed" by grasping the knurled section and rotating the
graduated dial to "0".
Example:
To drill a series of holes with
1
⁄
2
" centers (0.500"), drill
the first hole, zero the graduated dial, move the table
0.500" (10 rotations of the handwheel) in the appropriate
direction, then drill the next hole.
Graduated Dials
Figure 12. Graduated dial.
Graduated Dial
When changing table direction in either axis, the
handwheel will rotate a few degrees before the table
begins to move and the graduated dial must be adjusted.
This is backlash.
To correct for backlash, do these steps:
1. Turn the handwheel in the opposite direction of your
next operation.
2. Turn the handwheel to move the table in the intend-
ed direction.
3. When the lead screw catches and the table begins to
move, backlash has been eliminated and the gradu-
ated dial can be "zeroed."
Note: You will not need to adjust for backlash as
long as the table moves in the same direction.
Backlash
Adjusting the height of the headstock, instead of extend-
ing the quill, maintains the rigidity of the mill and
requires less motion when using the downfeed lever.
To adjust the headstock height, do these steps:
1. Loosen the collar (Figure 13) and lower it to the
desired height.
2. Loosen the column lock knob and carefully lower the
headstock until it rests on the collar spacer.
Note: Raise the headstock by reversing Steps 1 & 2.
Headstock Height
Figure 13. Headstock height adjustment.