Brake lathes – AMMCO 3860 Drum & Disc Brake Lathe User Manual
Page 17
Brake Lathes
AMMCO 3850, 3860 Brake Lathes • 11
Reconditioning Brake Rotors
1. Mount the rotor. Use the typical mounting configurations in
Figure 13 as a guide.
2. If a twin cutter is already installed on the tool slide, Loosen
– but do not remove – the self aligning nut to allow the cutter to
move on the slide. Rotate the cutter counterclockwise (as viewed
from above) to move the tool bits away from the rotor and arbor.
If a boring bar is in place, remove it. Place the twin cutter on the
feed with the T-bolt extending through the slot in the top and the
tool bits positioned away from the the rotor. Thread the self align-
ing nut onto the T-bolt and tighten only enough to hold the cutter
on the slide.
Important: Never position the twin cutter so it overhangs the
tool slide. This causes the T-bolt to move too close to the edge of
the slide. Tightening the self-aligning nut down on the T-bolt in this
position can break the T-bolt ways, making the lathe inoperable,
damaging the work in process, and creating an unsafe situation.
3. Place the handwheel in the rotor position. Turn the hand-
wheel clockwise to move the feed to the “full in” position. Turn
the handwheel counterclockwise 2 full turns to back the feed out
into position.
4. Place handwheel in drum position. Turn the handwheel clock-
wise to move the tool slide to the “full left” position. Turn the
handwheel counterclockwise 2 full turns to back the slide out into
position. Tighten the red lock knob on the front of the tool slide.
5. Use a micrometer to check the thickness of the rotor at no
less than 3 points around the circumference of the rotor. Take the
measurements about 1” (2.54 cm) in from the outside edge.
If the thickness varies between readings, the rotor should be
machined. However, if the thickness is less than the minimum
established by the vehicle manufacturer, or if reconditioning
would bring the thickness down to less than the minimum, the
rotor should be replaced.
Important: In most cases, the thickness cast or stamped into
the rotor is the DISCARD thickness, not the minimum MACHINE-
TO thickness.
6. Attach the silencer band to the rotor. Stretch the band evenly
around the rotor and hook the metal loop over a lead weight on
the band. Make sure it fits snugly around the rotor and is hooked
securely to prevent accidental release of the band during lathe
operation.
7. Loosen the tool bit lock knobs on the twin cutter and fully
retract both tool bits by turning the knobs on the cutter counter-
clockwise.
8. Move the crossfeed in towards the lathe and center the cut-
ter so the rotor is between the tool bits. As long as the self-align-
ing nut is not fully tightened, the cutter has enough room to move
and align with the rotor properly without moving the feed or tool
slide. Tighten the self-aligning nut to 50 foot pounds after cutter
is positioned.
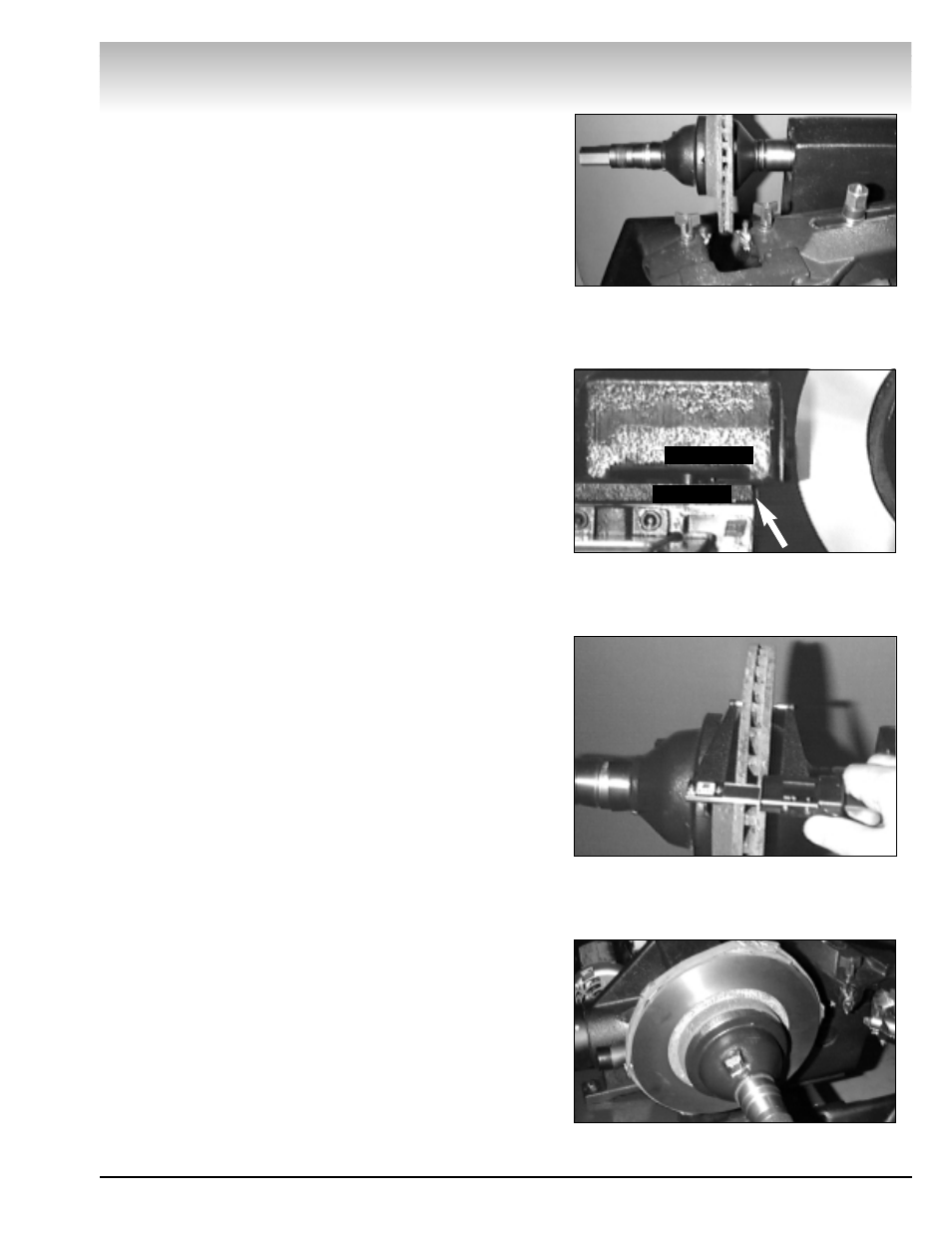
Figure 14 - Mounted Rotor and Initial Twin Cutter
Position
Figure 15 - Improper Twin Cutter Mounting
Figure 16- Measure the Thickness of the Rotor
Figure 17 - Attach Silencer Band
Twin Cutter
Tool Slide
Cutter
Overhangs
Slide