Warner Electric PCC-825, PCC-1000, PCC-1225, PCC-1525 User Manual
Page 4
4
Warner Electric • 800-825-9050
P-206 • 819-0519
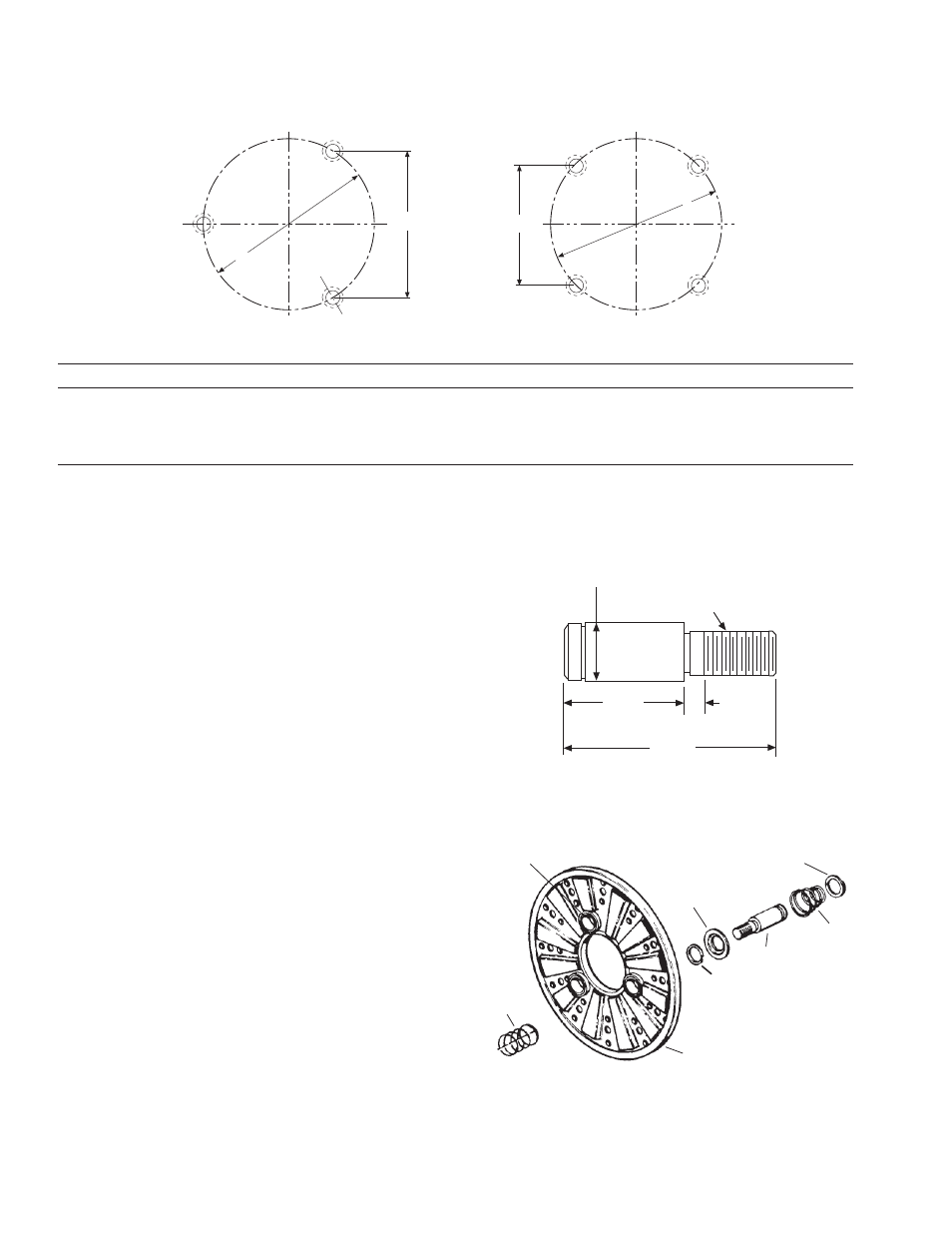
C. Assembling the Armature
1. A customer may wish to use the autogap
accessory to mount a clutch armature to
his own pulley, hub, gear, etc. Follow the
illustrated dimensions (See Figures 3 & 4)
to properly adapt these parts to the
armature.
a. Chordal dimensions "A" and "C" must
be held for all chords between pin
holes.
b. Drill 27/64-inch diameter holes to a
sufficient depth, and tap for 1/2-13 NC-
3 one-inch minimum full threads. Pin
holes must be square with plane of
mounting surface and magnet mount-
ing.
c. Ream .500/.501 to a 3/8-inch depth
and to be concentric with tapped
holes.
2. Once the pulley, gear, etc. has been
adapted to the armature according to the
above directions, it may be mounted to the
armature using the autogap accessory.
Machining Instructions for Gear, Sprocket, or Pulley
Unit Size
A
B
C
D
825
3.085 ± .001
3.563 ± .001
1000
4.548 ± .002
5.252 ± .002
1225
4.155 ± .002
5.877 ± .002
1525
6.010 ± .002
8.500 ± .002
Figure 3
A
C
D
B
(Figure 4)
Figure 5
1-9/32"
5/16"
2-1/4"
1/2"–13 UNC–3A
Threads
+.0005"
.6185"
Dia.
–.0010"
Armature
Boss
Detent
Spring
Retainer
Detent
Spring
Straight
Spring
(White)
Armature
Drive
Pin
Heavy
Spring
(Red)
Retainer Ring